дёӯеҚҺдәәеҗҚе…ұе’ҢеӣҪеӣҪ家иҙЁйҮҸзӣ‘зқЈжЈҖйӘҢжЈҖз–«жҖ»еұҖгҖҒдёӯеӣҪеӣҪ家ж ҮеҮҶеҢ–з®ЎзҗҶ委е‘ҳдјҡеҸ‘еёӮь/p>
иүІжјҶе’Ңжё…жј жјҶиҶңеҺҡеәҰзҡ„жөӢе®ҷь/strong>
1 иҢғеӣҙ
жң¬йғЁеҲҶ规е®ҡдәҶдёҖзі»еҲ—з”ЁдәҺжөӢйҮҸж¶Ӯж•·иҮіеә•жқҗдёҠзҡ„ж¶ӮеұӮзҡ„ж–№жі•пјҢеҢ…жӢ¬жөӢйҮҸж№ҝиҶңеҺҡеә?жҺЁиҚҗд»ӘеҷЁпјҡж№ҝиҶңжөӢеҺҡд»Ә)гҖҒе№ІиҶңеҺҡеәҰгҖҒжңӘеӣәеҢ–зІүжң«ж¶ӮеұӮеҺҡеәҰеҸҠзІ—зіҷиЎЁйқўдёҠжјҶиҶңеҺҡеәҰзҡ„ж–№жі•гҖӮеңЁжңүдёӘжөӢиҜ•ж–№жі•ж ҮеҮҶеӯҳеңЁж—¶пјҢжң¬йғЁеҲҶзӣҙжҺҘеј•з”Ёиҝҷдәӣж ҮеҮҶпјҢеҗҰеҲҷе°ұжҠҠиҝҷдәӣжөӢиҜ•ж–№жі•иҜҰз»ҶжҸҸиҝ°еҮәжқҘгҖҒь/p>
йҷ„еҪ•Aз»ҷеҮәдәҶжөӢиҜ•ж–№жі•жҰӮиҝ°пјҢеҜ№жҜҸдёӘжөӢиҜ•ж–№жі•и§„е®ҡдәҶйҖӮз”ЁиҢғеӣҙгҖҒзҺ°жңүж ҮеҮҶе’ҢзІҫеҜҶеәҰгҖҒь/p>
жң¬йғЁеҲҶд№ҹеҜ№дёҺжјҶиҶңеҺҡеәҰжөӢйҮҸжңүе…ізҡ„жңҜиҜӯдҪңдәҶе®ҡд№үгҖҒь/p>
2 规иҢғжҖ§еј•з”Ёж–Үд»өь/strong>
дёӢеҲ—ж–Ү件дёӯзҡ„жқЎж¬ҫйҖҡиҝҮGB/T 13452зҡ„жң¬йғЁеҲҶзҡ„еј•з”ЁиҖҢжҲҗдёәжң¬йғЁеҲҶзҡ„жқЎж¬ҫгҖӮеҮЎжҳҜжіЁж—Ҙжңҹзҡ„еј•з”Ёж–Ү件пјҢе…¶йҡҸеҗҺжүҖжңүзҡ„дҝ®ж”№еҚ?дёҚеҢ…жӢ¬еӢҳиҜҜзҡ„еҶ…е®№)жҲ–дҝ®и®ўеқҮдёҚйҖӮз”ЁдәҺжң¬йғЁеҲҶпјҢ然иҖҢпјҢйј“еҠұж №жҚ®жң¬йғЁеҲҶиҫҫжҲҗеҚҸи®®зҡ„еҗ„ж–№з ”з©¶жҳҜеҗҰеҸҜдҪҝз”Ёиҝҷдәӣж–Ү件зҡ„ж–°зүҲжң¬гҖӮеҮЎжҳҜдёҚжіЁж—Ҙжңҹзҡ„еј•з”Ёж–Ү件пјҢе…¶ж–°зүҲжң¬йҖӮз”ЁдәҺжң¬йғЁеҲҶгҖҒь/p>
ISO 463 дә§е“ҒеҮ дҪ•йҮҸжҠҖжңҜ规иҢ?GPS) е°әеҜёйҮҸе…· жңәжў°ејҸеҚғеҲҶиЎЁзҡ„и®ҫи®Ўе’Ңи®ЎйҮҸеӯҰзү№жҖ?/p>
ISO 3611 жөӢйҮҸеӨ–йғЁе°әеҜёз”Ёиһәж—ӢжөӢеҫ®еҷЁ
ISO 4618пј?006 иүІжјҶе’Ңжё…жј жңҜиҜӯе’Ңе®ҡд№Ҳь/p>
SIO 8503-1 ж¶ӮиЈ…жІ№жјҶе’Ңжңүе…ідә§е“ҒеүҚй’ўжқҗйў„еӨ„зҗ е–·е°„жё…зҗҶй’ўжқҗзҡ„иЎЁйқўзІ—зіҷеәҰзү№жҖ з¬?йғЁеҲҶпјҡиҜ„е®ҡзЈЁж–ҷе–·е°„жё…зҗҶиЎЁйқўзІ—зіҷеәҰзҡ„ISOжҜ”иҫғж ·еқ—зҡ„жҠҖжңҜиҰҒжұӮе’Ңе®ҡд№үгҖҒь/p>
3 жңҜиҜӯе’Ңе®ҡд№Ҳь/strong>
ISO 4618:2006зЎ®е®ҡзҡ„д»ҘеҸҠдёӢеҲ—жңҜиҜӯе’Ңе®ҡд№үйҖӮз”ЁдәҺгҖҒь/p>
3.1 еә•жқҗ substrate
ж¶Ӯж–ҷж¶Ӯж•·жҲ–еҚіе°Ҷж¶Ӯж•·зҡ„иЎЁйқў [ISO 4618:2006]
3.2 ж¶ӮеұӮ coating
е°Ҷж¶Ӯж–ҷеҚ•ж¬ЎжҲ–еӨҡж¬Ўж¶Ӯж•·иҮіеә•жқҗеҗҺеҪўжҲҗзҡ„иҝһз»ӯеұӮ [ISO 4618:2006]
3.3 жјҶиҶңеҺҡеәҰ film thickness
жјҶиҶңиЎЁйқўдёҺеә•жқҗиЎЁйқўй—ҙзҡ„и·қзҰәь/p>
3.4 ж№ҝиҶңеҺҡеәҰ wet-film thickness
ж¶Ӯж–ҷж¶Ӯж•·еҗҺз«ӢеҚіжөӢйҮҸеҫ—еҲ°зҡ„еҲҡж¶ӮеҘҪзҡ„ж№ҝиҶңж¶ӮеұӮеҺҡеәҰ
3.5 е№ІиҶңеҺҡеәҰ dry-film thickness
ж¶Ӯж–ҷзЎ¬еҢ–еҗҺеӯҳз•ҷеңЁиЎЁйқўдёҠзҡ„ж¶ӮеұӮзҡ„еҺҡеә?/p>
3.6 жңӘеӣәеҢ–зІүжң«ж¶ӮеұӮзҡ„еҺҡеәҰ thickness of uncured powder layer
еңЁзІүжң«ж¶Ӯж–ҷж¶Ӯж•·еҗҺгҖҒзғҳзғӨеүҚз«ӢеҚіжөӢйҮҸеҫ—еҲ°зҡ„еҲҡж¶ӮеҘҪзҡ„зІүжң«ж¶ӮеұӮзҡ„еҺҡеәҰ
3.7 зӣёе…іиЎЁйқўеҢәеҹҹ relevant surface area
зү©д»¶иЎЁйқўиў«ж¶ӮеұӮиҰҶзӣ–жҲ–еҚіе°Ҷиў«иҰҶзӣ–зҡ„йғЁеҲҶпјҢиҜҘж¶ӮеұӮжҳҜзү©д»¶з»Ҹд№…иҖҗз”Ёе’?жҲ–е…·жңүжјӮдә®еӨ–и§ӮжүҖеҝ…йңҖзҡғь/p>
3.8 е®һйӘҢеҢәеҹҹ test area
зӣёе…іиЎЁйқўеҢәеҹҹдёӯжңүд»ЈиЎЁжҖ§зҡ„йғЁеҲҶпјҢеңЁиҜҘеҢәеҹҹеҶ…д»ҘиҝӣиЎҢе•Ҷе®ҡж¬Ўж•°зҡ„еҚ•ж¬ЎжөӢйҮҸдҪңдёәжҠҪжҹҘ
3.9 жөӢйҮҸеҢәеҹҹmeasurement area
иҝӣиЎҢеҚ•ж¬ЎжөӢйҮҸзҡ„еҢәеҹһь/p>
3.10 жңҖдҪҺеұҖйғЁжјҶиҶңеҺҡеә minimum local film thickness
еңЁзү№е®ҡиҜ•ж ·зҡ„зӣёе…іиЎЁйқўеҢәеҹҹеҸ‘зҺ°зҡ„еұҖйғЁжјҶиҶңеҺҡеәҰзҡ„жңҖдҪҺеҖ»ь/p>
3.11 жңҖй«ҳеұҖйғЁжјҶиҶңеҺҡеә maximum local film thickness
еңЁзү№е®ҡиҜ•ж ·зҡ„зӣёе…іиЎЁйқўеҢәеҹҹеҸ‘зҺ°зҡ„еұҖйғЁжјҶиҶңеҺҡеәҰзҡ„жңҖй«ҳеҖ»ь/p>
3.12 е№іеқҮжјҶиҶңеҺҡеәҰ mean film thickness
еңЁиҜ•ж ·еҢәеҹҹжүҖжңүеҚ•дёӘжјҶиҶңеҺҡеәҰжөӢйҮҸеҖјеҫ—з®—жңҜе№іеқҮеҖјжҲ–з”ЁйҮҚйҮҸеҲҶжһҗжі•жөӢйҮҸеҫ—зҡ„жјҶиҶңеҺҡеәҰз»“жһң
3.13 ж ЎеҮҶ calibration
жөӢйҮҸеҸҜжәҜжәҗж ЎеҮҶж ҮеҮҶзҡ„еҸ—жҺ§е’Ңз”Ёж–Ү件记иҪҪзҡ„иҝҮзЁӢпјҢ并确е®ҡз»“жһңеңЁжөӢйҮҸд»ӘеҷЁзҡ„жҢҮе®ҡзІҫеәҰиҢғеӣҙеҶ…гҖӮжіЁпјҡеҲқж¬Ўж ЎеҮҶйҖҡеёёз”ұд»ӘеҷЁз”ҹдә§е•ҶжҲ–жңүиө„ж јзҡ„е®һйӘҢе®ӨеңЁеҸ—жҺ§зҺҜеўғдёӯйҮҮз”Ёжңүж–Ү件记иҪҪзҡ„ж–№жі•иҝӣиЎҢгҖӮз”ЁжҲ·еҶҚжҢү规е®ҡзҡ„ж—¶й—ҙй—ҙйҡ”ж ёжҹҘеҲқж¬Ўж ЎеҮҶз»“жһңгҖӮйҮҮз”Ёж ЎеҮҶж ҮеҮҶеҫ—еҲ°зҡ„жөӢйҮҸз»“жһңзҡ„еҗҲжҲҗдёҚзЎ®е®ҡеәҰдҪҺдәҺд»ӘеҷЁзҡ„жҢҮе®ҡзІҫеәҰгҖҒь/p>
3.14 ж ёжҹҘ verification
з”ұз”ЁжҲ·йҮҮз”ЁеҸӮз…§ж ҮеҮҶиҝӣиЎҢзҡ„зІҫзЎ®жҖ§жЈҖжҹ?/p>
3.15 еҸӮз…§ж ҮеҮҶ reference standard
еҜ№з…§е·ІзҹҘеҺҡеәҰзҡ„иҜ•ж ·зҡ„еҺҡеәҰеҖјпјҢз”ЁжҲ·иғҪеӨҹж ёжҹҘжөӢйҮҸд»ӘеҷЁзҡ„еҮҶзЎ®жҖ§гҖҒь/p>
жіЁпјҡеҸӮз…§ж ҮеҮҶеҸҜд»ҘжҳҜе·Іж¶ӮжјҶзҡ„еҺҡеәҰжҲ–и–„зүҮпјҢеҰӮжһңеҗҲеҗҢж–№е•Ҷе®ҡпјҢеҜ№зү№ж®Ҡе·ҘдҪңпјҢеҸҜе°ҶиҜ•ж ·зҡ„ жҹҗдёҖйғЁеҲҶдҪңдёәеҺҡеәҰж ҮеҮҶгҖҒь/p>
3.16 и°ғж•ҙ adjustment
дҪҝжөӢйҮҸд»ӘеҷЁзҡ„еҺҡеәҰиҜ»ж•°дёҺеҸӮдёҺеҸӮз…§ж ҮеҮҶзҡ„еҺҡеәҰеҖјдёҖиҮҙзҡ„ж“ҚдҪң
жіЁпјҡеңЁж¶ӮеұӮжҲ–и–„зүҮзҡ„еҺҡеәҰе·ІзҹҘж—¶пјҢеӨ§йғЁеҲҶз”өеӯҰжөӢйҮҸд»ӘеҷЁиғҪеңЁеҺҡеәҰж ҮеҮҶжҲ–и–„зүҮдёҠиҝӣиЎҢи°ғж•ҙгҖҒь/p>
3.17 еҮҶзЎ®жҖ accuracy
еҺҡеәҰж ҮеҮҶзҡ„жөӢйҮҸеҖјдёҺзңҹе®һеҖјд№Ӣй—ҙзҡ„дёҖиҮҙжҖ§гҖҒь/p>
4 ж№ҝиҶңеҺҡеәҰзҡ„жөӢе®ҷь/strong>
4.1 жҖ»еҲҷ
йҷ„еҪ•Aз»ҷеҮәдәҶжөӢйҮҸж№ҝиҶңеҺҡеәҰзҡ„ж–№жі•жҰӮиҝ°гҖҒь/p>
4.2 жңәжў°жі”ь/strong>
4.2.1 еҺҹзҗҶ
еңЁжүҖжңүжңәжў°жөӢиҜ•ж–№жі•дёӯпјҢжөӢиҜ•д»ӘеҷЁзҡ„дёҖйғЁеҲҶз©ҝиҝҮж¶ӮеұӮдёҺеә•жқҗиЎЁйқўжҺҘи§ҰпјҢд»ӘеҷЁзҡ„еҸҰеӨ–дёҖйғЁеҲҶеҲҷеҗҢж—¶дёҺж¶ӮеұӮиЎЁйқўжҺҘи§Ұ(и§Ғеӣҫ1)пјҢжҲ–иҖ…йҡҸеҗҺдёҺж¶ӮеұӮиЎЁйқўжҺҘи§Ұ(и§Ғеӣҫ2е’Ңеӣҫ3)гҖӮж№ҝиҶңеҺҡеәҰеҚідёәиҝҷдёӨдёӘжҺҘи§ҰзӮ№д№Ӣй—ҙзҡ„й«ҳеәҰе·®пјҢиҜҘй«ҳеәҰе·®иғҪзӣҙжҺҘиҜ»еҮәгҖҒь/p>

еӣ? 梳规зӨәдҫӢ
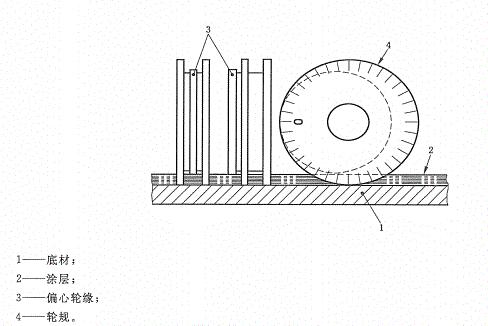
еӣ? иҪ®и§„е®һдҫӢ
4.2.2 йҖӮз”ЁиҢғеӣҙ
жңәжў°еҺҹзҗҶйҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеңЁжөӢиҜ•еҢәеҹҹпјҢеә•жқҗиҮіе°‘еңЁдёҖдёӘж–№еҗ‘дёҠеә”жҳҜе№іж•ҙзҡ„гҖӮе…Ғи®ёеңЁжҹҗдёӘйқўдёҠиЎЁйқўејҜжӣІ(еҰӮз®ЎйҒ“зҡ„еҶ…иЎЁйқўжҲ–еӨ–иЎЁйқ?гҖҒь/p>
4.2.3 жҖ»еҲҷ
иҜ•йӘҢж–№жі•еҲҶдёәз ҙеқҸжҖ§ж–№жі•е’Ңйқһз ҙеқҸжҖ§ж–№жі•пјҢе…¶еҪ’зұ»еҸ–еҶідәҺд»ҘдёӢеӣ зҙ пјҷь/p>
a)ж¶Ӯж–ҷзҡ„жөҒеҠЁеҸҳеҪўпјӣ
b)жөӢиҜ•д»ӘеҷЁзҡ„жҺҘи§ҰйқўдёҺж¶Ӯж–ҷй—ҙж№ҝжҺҘи§Ұзҡ„жҖ§иҙЁпјҡь/p>
c)еҺҡеәҰжөӢйҮҸжҳҜеҗҰдјҡдҪҝж¶ӮеұӮдҪҝж¶ӮеұӮдёҚйҖӮеҗҲе…¶йў„жңҹзҡ„з”ЁйҖ”гҖҒь/p>
з”ұдәҺдёҚиғҪжҺ’йҷӨжңүйўңж–ҷзІ’еӯҗж®Ӣз•ҷеңЁд»ӘиЎЁе’Ңеә•жқҗй—ҙпјҢжүҖжңүжңәжў°жөӢиҜ•ж–№жі•йғҪеҢ…еҗ«зі»з»ҹиҜҜе·®пјҡжҳҫзӨәзҡ„жјҶиҶңеҺҡеәҰиҮіе°‘жҜ”е®һйҷ…ж№ҝиҶңеҺҡеәҰдҪҺйўңж–ҷзІ’еӯҗзҡ„дёҖдёӘе№іеқҮзӣҙеҫ„гҖҒь/p>
еңЁдҪҝз”ЁиҪ®и§„ж—¶(и§?.2.5ж–№жі•1B)пјҢиҪ®еӯҗйңҖз”Ёж¶Ӯж–ҷж¶Ұж№ҝгҖӮеҰӮжһңдёҚж¶Ұж№ҝпјҢиҝҷе°Ҷж„Ҹе‘ізқҖдјҡеёҰжқҘиҝӣдёҖжӯҘзҡ„зі»з»ҹиҜҜе·®пјҢдҪҝиҜ»ж•°еҒҸеӨ§пјҢиҝҷжҳҜдёӢеҲ—еӣ зҙ е…ұеҗҢдҪңз”Ёзҡ„з»“жһңпјҷь/p>
вҖ”вҖ”иЎЁйқўеј еҠӣе’Ңж¶Ӯж–ҷзҡ„жөҒеҸҳжҖ§пјӣ
вҖ”вҖ”иҪ®и§„зҡ„жқҗж–ҷпјҡь/p>
вҖ”вҖ”иҪ®еӯҗиҪ¬еҠЁзҡ„йҖҹеәҰгҖҒь/p>
4.2.4 ж–№жі•1AвҖ”вҖ”жўіи§ғь/strong>
4.2.4.1 д»ӘеҷЁиҜҙжҳҺ
梳规жҳҜдёҖз§Қз”ұиҖҗи…җиҡҖжқҗж–ҷеҲ¶жҲҗзҡ„е№іжқҝпјҢжңүдёҖзі»еҲ—йҪҝзҠ¶зү©жҺ’еҲ—еңЁе…¶иҫ№зј?и§Ғеӣҫ1)гҖӮе№іжқҝи§’иҗҪеӨ„зҡ„еҹәеҮҶйҪҝеҪўжҲҗдёҖжқЎеҹәзәҝпјҢжІҝзқҖиҜҘеҹәзәҝжҺ’еҲ—зҡ„еҶ…йҪҝдёҺеҹәеҮҶйҪҝй—ҙеҪўжҲҗдёҖдёӘзҙҜиҝӣзҡ„й—ҙйҡҷзі»еҲ—гҖӮжҜҸдёҖдёӘеҶ…йҪҝз”Ёз»ҷе®ҡзҡ„й—ҙйҡҷж·ұеәҰеҖјж ҮзӨәеҮәжқҘгҖҒь/p>
еёӮеңәдёҠиғҪеӨҹд№°еҲ°зҡ„梳规иғҪжөӢеҲ°жңҖеӨ§еҺҡеәҰдёҖиҲ¬дёә2,000ОјmпјҢжңҖе°ҸеўһйҮҸдёҖиҲ¬дёә5ОјmгҖҒь/p>
4.2.4.2 жӯҘйӘӨ
зЎ®дҝқйҪҝзҠ¶зү©е№ІеҮҖгҖҒжІЎжңүзЈЁжҚҹжҲ–з ҙеқҸгҖӮжҠҠ梳规ж”ҫеңЁе№іж•ҙзҡ„иҜ•ж ·иЎЁйқўпјҢдҪҝйҪҝзҠ¶зү©дёҺиҜ•ж ·иЎЁйқўеһӮзӣҙгҖӮеә”жңүи¶іеӨҹзҡ„ж—¶й—ҙдҪҝж¶Ӯж–ҷж¶Ұж№ҝйҪҝзҠ¶зү©пјҢ然еҗҺеҸ–иө°жўіи§„гҖҒь/p>
еҰӮжһңиҜ•ж ·зҡ„дёҖдёӘйқўејҜжӣІпјҢ梳规еә”д»ҘдёҺиҜҘејҜжӣІйқўзҡ„иҪҙе№іиЎҢзҡ„дҪҚзҪ®ж”ҫзҪ®гҖҒь/p>
еҺҡеәҰжөӢйҮҸз»“жһңдёҺжөӢйҮҸж—¶й—ҙжңүе…іпјҢеӣ жӯӨеә”еңЁж¶Ӯж–ҷж¶Ӯж•·еҗҺе°Ҫеҝ«жөӢйҮҸеҺҡеәҰгҖҒь/p>
жҠҠиў«ж¶Ӯж–ҷж¶Ұж№ҝзҡ„еҶ…йҪҝзҡ„жңҖеӨ§й—ҙйҡҷж·ұеәҰиҜ»ж•°и®°еҪ•дёӢжқҘдҪңдёәж№ҝиҶңеҺҡеәҰгҖҒь/p>
4.2.5 ж–№жі•1BвҖ”вҖ”иҪ®и§ғь/strong>
4.2.5.1 д»ӘеҷЁиҜҙжҳҺ
иҪ®и§„ж—¶з”ұдёҖдёӘиҪ®еӯҗжһ„жҲҗпјҢиҜҘиҪ®еӯҗз”ұиҖҗи…җиҡҖзҡ„ж·¬зҒ«й’ўеҲ¶жҲҗпјҢиҪ®еӯҗдёҠжңүдёүдёӘеҮёиө·зҡ„иҪ®зјҳ(и§Ғеӣҫ2)гҖҒь/p>
иҝһдёӘиҪ®зјҳе…·жңүзӣёеҗҢзӣҙеҫ„дё”иҪ®еӯҗзҡ„иҪҙе‘ҲеҗҢиҪҙеҝғе®үиЈ…гҖӮ第дёүдёӘиҪ®зјҳзӣҙеҫ„иҫғе°Ҹдё”жҳҜеҒҸеҝғе®үиЈ…зҡ„гҖӮеӨ–йқўзҡ„дёҖдёӘиҪ®зјҳдёҠжңүеҲ»еәҰпјҢд»ҺиҜҘеҲ»еәҰдёҠиғҪиҜ»еҮәзӣёеҜ№дәҺеҒҸеҝғиҪ®зјҳеҗҢеҝғиҪ®зјҳеҮёиө·зҡ„еҗ„дёӘи·қзҰ»гҖҒь/p>
дёӨз§ҚжЁЎеһӢпјҷь/p>
вҖ”вҖ”жЁЎеһ?пјҢеҒҸеҝғиҪ®зјҳдҪҚдәҺдёӨдёӘеҗҢеҝғиҪ®зјҳдёӯй—ҙпјӣ
вҖ”вҖ”жЁЎеһ?пјҢеҒҸеҝғиҪ®зјҳдҪҚдәҺдёӨдёӘеҗҢеҝғиҪ®зјҳзҡ„еӨ–йқўе№¶зҙ§йқ е…¶дёӯдёҖдёӘиҪ®зјҳгҖҒь/p>
жіЁпјҡдёҺжЁЎеһ?дёҚеҗҢпјҢжЁЎеһ?зҡ„и®ҫи®ЎдҪҝж№ҝиҶңеҺҡеәҰзҡ„иҜ»ж•°жІЎжңүи§Ҷе·®гҖҒь/p>
еёӮеңәдёҠиғҪеӨҹд№°еҲ°зҡ„иҪ®и§„иғҪжөӢеҲ°зҡ„жңҖеӨ§еҺҡеәҰдёҖиҲ¬дёә1,500ОјmпјҢжңҖе°ҸеўһйҮҸдёҖиҲ¬дёә2ОјmгҖҒь/p>
4.2.5.2 жӯҘйӘӨ
з”ЁжӢҮжҢҮе’ҢйЈҹжҢҮеӨ№дҪҸиҪ®иҪҙжқҘжҸЎдҪҸиҪ®и§„пјҢе°ҶеҲ»еәҰиЎЁдёҠиҜ»ж•°жңҖеӨ§еӨ„дёҺиЎЁйқўжҺҘи§ҰиҖҢе°ҶеҗҢеҝғиҪ®зјҳжҢүеңЁиЎЁйқўдёҠгҖҒь/p>
еҰӮжһңиҜ•ж ·зҡ„дёҖдёӘйқўејҜжӣІпјҢиҪ®и§„зҡ„иҪҙеә”дёҺиҜҘејҜжӣІзҡ„иҪҙе№іиЎҢгҖҒь/p>
жІҝдёҖдёӘж–№еҗ‘ж»ҡеҠЁиҪ®и§„пјҢ然еҗҺе°ҶиҪ®и§„д»ҺиЎЁйқўдёҠжӢҝиө·пјҢеҸ–еҫ—еҒҸеҝғиҪ®зјҳд»ҚиғҪиў«ж¶Ӯж–ҷж¶Ұж№ҝзҡ„жңҖеӨ§еҲ»еәҰиҜ»ж•°гҖӮжё…жҙ—иҪ®и§„пјҢд»ҺеҸҰдёҖдёӘж–№еҗ‘йҮҚеӨҚиҝҷдёҖжӯҘйӘӨгҖҒь/p>
з”ЁиҝҷдәӣиҜ»ж•°зҡ„з®—жңҜе№іеқҮи®Ўз®—ж№ҝиҶңеҺҡеәҰгҖҒь/p>
еҺҡеәҰжөӢйҮҸз»“жһңдёҺжөӢйҮҸж—¶й—ҙжңүе…іпјҢеӣ жӯӨеә”еңЁж¶Ӯж–ҷж¶Ӯж•·еҗҺе°Ҫеҝ«жөӢйҮҸеҺҡеәҰгҖҒь/p>
дёәйҷҚдҪҺиЎЁйқўеј еҠӣеҜ№з»“жһңзҡ„еҪұе“ҚпјҢи§ӮеҜҹж¶Ӯж–ҷеҰӮдҪ•ж¶Ұж№ҝеҒҸеҝғиҪ®зјҳ并记еҪ•йҰ–ж¬ЎжҺҘи§ҰзӮ№зҡ„еҲ»еәҰиҜ»ж•°гҖӮеҸӘжңүдҪҝз”ЁжЁЎеһ?зҡ„иҪ®и§„жүҚеҸҜиғҪиҝҷж ·еҒҷь/p>
4.2.6 ж–№жі•1CвҖ”вҖ”еҚғеҲҶиЎЁ
4.2.6.1 еҚғеҲҶиЎ?и§Ғеӣҫ3)
з¬ҰеҗҲISO 463иҰҒжұӮзҡ„жңәжў°еҚғеҲҶиЎЁе’Ңз”өеӯҗеҚғеҲҶиЎЁиғҪиҫҫеҲ°зҡ„жөӢйҮҸзІҫеәҰдёҖиҲ¬еҲҶдё?Ојm(жңәжў°еҚғеҲҶиЎ?е’?Ојm(з”өеӯҗеҚғеҲҶиЎ?пјҢжҲ–иҖ…жӣҙеҘҪгҖӮеҚғеҲҶиЎЁе…·жңүжЁЎжӢҹжҲ–ж•°еӯ—жҳҫзӨәеҠҹиғҪгҖҒь/p>
еҚғеҲҶиЎЁзҡ„дёӢдҫ§жңүдёӨдёӘй•ҝеәҰзӣёеҗҢгҖҒдёҺжҙ»еҠЁзҡ„еҶІжқҶе‘Ҳзӯүи·қзҰ»жҺ’еҲ—зҡ„жҺҘи§Ұи„ҡпјҢ并且дёҺеҶІжқҶеңЁеҗҢдёҖзӣҙзәҝдёҠгҖӮи°ғж•ҙиһәй’үеҸҜеҜ№еҶІжқҶеңЁеҜјиҪЁдёӯзҡ„дҪҚзҪ®иҝӣиЎҢеҫ®и°ғгҖҒь/p>

еӣ? еҚғеҲҶиЎЁзӨәдҫҠь/p>
4.2.6.1.2 з”ЁдәҺеҚғеҲҶиЎЁи°ғйӣ¶зҡ„еҸӮз…§ж ҮеҮҶ
иҰҒжұӮз”Ёе№іж•ҙзҡ„еҸӮз…§жқҝиҝӣиЎҢеҚғеҲҶиЎЁзҡ„и°ғйӣ¶гҖӮеҸӮз…§жқҝжңүе№іж•ҙзҡ„зҺ»з’ғжқҝжһ„жҲҗпјҢе…¶дёҚе№іеәҰе®№йҷҗдёҚи¶…иҝ?Ојm(д№ҹеҸҜеҸӮи§ҒISO 110)гҖҒь/p>
4.2.6.2 жӯҘйӘӨ
еңЁеҸӮз…§жқҝдёҠе°ҶеҚғеҲҶиЎЁи°ғйӣ¶пјҢи°ғж•ҙжөӢйҮҸи§ҰзӮ№дҪҝд№ӢеҲҡеҘҪдёҺжқҝжҺҘи§ҰгҖҒь/p>
е°ҶеҶІжқҶд»Һйӣ¶дҪҚж—ӢеӣһгҖӮе°ҶеҚғеҲҶиЎЁзҡ„жҺҘи§Ұи„ҡдёҺеә•жқҗиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘ж”ҫеңЁиҜ•ж ·дёҠпјҢе°Ҹеҝғе°ҶеҶІжқҶж—ӢдёӢдҪҝжөӢйҮҸи§ҰзӮ№еҲҡеҘҪдёҺж¶Ӯж–ҷжҺҘи§ҰгҖҒь/p>
еҺҡеәҰжөӢйҮҸз»“жһңдёҺжөӢйҮҸж—¶й—ҙжңүе…іпјҢеӣ жӯӨеә”еңЁж¶Ӯж–ҷж¶Ӯж•·еҗҺе°Ҫеҝ«жөӢйҮҸеҺҡеәҰгҖҒь/p>
д»ҺеҲ»еәҰиЎЁдёҠзӣҙжҺҘиҜ»еҸ–ж№ҝиҶңеҺҡеәҰгҖҒь/p>
4.3 йҮҚйҮҸеҲҶжһҗжі”ь/strong>
4.3.1 еҺҹзҗҶ
ж¶Ӯж•·ж¶Ӯж–ҷпјҢе°Ҷж¶Ӯж•·зҡ„ж¶Ӯж–ҷиҙЁйҮҸйҷӨд»Ҙж¶Ӯж–ҷзҡ„еҜҶеәҰд»ҘеҸҠж¶Ӯж•·зҡ„иЎЁйқўйқўз§Ҝеҫ—еҲ°ж№ҝиҶңеҺҡеәҰгҖҒь/p>
з”ЁејҸ(1)и®Ўз®—ж№ҝеәҰеҺҡеәҰtwпјҢеҚ•дҪҚдёәеҫ®зұі(Ојm)пјҷь/p>
tw= (m - m0) / AГ—ПҒ вҖҰвҖҰвҖҰвҖҰвҖҰвҖ?1)
ејҸдёӯпјҷь/p>
m0вҖ”вҖ”жңӘж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
mвҖ”вҖ”е·Іж¶ӮжјҶж ·ејҸзҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
AвҖ”вҖ”ж¶Ӯж•·зҡ„иЎЁйқўйқўз§ҜпјҢеҚ•дҪҚдёәе№іж–№зұ?m2)пјҡь/p>
ПҒвҖ”вҖ”ж¶Ӯж•·зҡ„ж¶ІдҪ“ж¶Ӯж–ҷзҡ„еҜҶеәҰпјҢеҚ•дҪҚдёәе…Ӣ/жҜ«еҚҮ(g/mL)
жіЁпјҡж¶Ӯж•·зҡ„ж¶ІдҪ“ж¶Ӯж–ҷзҡ„еҜҶеәҰеҸҜжҢүGB/T 6750гҖҒISO 2811-2жҲ–ISO 2811-4дёӯзҡ„规е®ҡиҝӣиЎҢжөӢе®ҡгҖҒь/p>
4.3.2 дҪҝз”ЁиҢғеӣҙ
еҸӘиҰҒж¶ІдҪ“ж¶Ӯж–ҷдёӯй«ҳжҢҘеҸ‘жҖ§зү©иҙЁзҡ„йҮҸиҫғе°‘пјҢйҮҚйҮҸеҲҶжһҗеҺҹзҗҶйҖҡеёёжҳҜйҖӮз”Ёзҡ„гҖҒь/p>
4.3.3 жҖ»еҲҷ
йҮҮз”ЁйҮҚйҮҸеҲҶжһҗеҺҹзҗҶжөӢеҫ—зҡ„ж•ҙдёӘж¶Ӯж•·еҢәеҹҹж№ҝиҶңеҺҡеәҰзҡ„е№іеқҮеҖјгҖӮзү№еҲ«жҳҜеңЁйҮҮз”Ёе–·ж¶Ӯжі•ж–Ҫе·Ҙж—¶пјҢиҜ•ж ·зҡ„иғҢйқўеә”йҒ®дҪҸд»ҘйҒҝе…Қз”ұдәҺиғҢйқўзҡ„йғЁеҲҶж¶Ӯж•·(е–·жәў)йҖ жҲҗзҡ„жөӢйҮҸиҜҜе·®гҖӮеңЁз§°йҮҸе·Іж¶ӮжјҶиҜ•ж ·еүҚпјҢиҜ•ж ·иғҢйқўзҡ„д»»дҪ•йҒ®и”Ҫзү©йғҪеә”иҜҘйҷӨеҺ»гҖҒь/p>
4.3.4 ж–№жі•2вҖ”вҖ”иҙЁйҮҸе·®еҖјеҸ‘
4.3.4.1 д»ӘеҷЁ
иҰҒжұӮеӨ©е№ізҡ„жңҖеӨ§з§°йҮҸиҢғеӣҙдёә500gпјҢзІҫеәҰдёә1mgгҖҒь/p>
4.3.4.2 жӯҘйӘӨ
е…Ҳз§°йҮҸжңӘж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢ然еҗҺеҶҚз§°йҮҸе·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢж №жҚ®еј?1)и®Ўз®—ж№ҝиҶңеҺҡеәҰгҖҒь/p>
4.4 е…үзғӯжі”ь/strong>
4.4.1 еҺҹзҗҶ
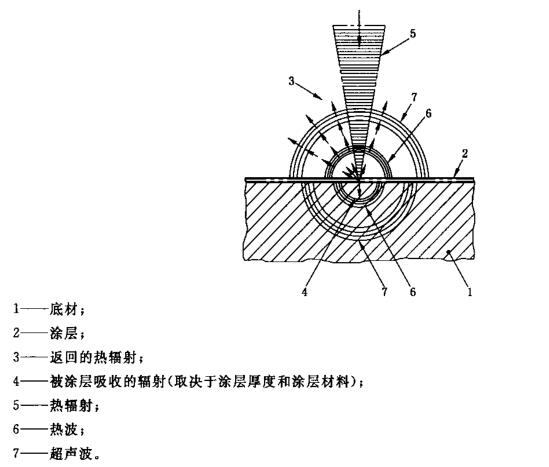
йҖҡиҝҮжөӢе®ҡеҗ‘ж¶ӮеұӮиҫҗе°„зҡ„зғӯжіўдёҺиҝ”еӣһзҡ„жі?еҸҜд»ҘжҳҜзғӯжіўе’Ңи¶…еЈ°жі?д№Ӣй—ҙзҡ„ж—¶й—ҙе·®жқҘжөӢе®ҡжјҶиҶңеҺҡеә?и§Ғеӣҫ4)гҖҒь/p>

еӣ? е…үзғӯеҺҡеәҰжөӢйҮҸжі•дёӯиҫҗе°„дёҺиҜ•ж ·зҡ„зӣёдә’дҪңз”Ё(жҳҫзӨәиЎЁйқўеҪўеҸҳ)
дёҚз®ЎйҮҮз”ЁдҪ•з§ҚжҝҖеҠұжҲ–иҖ…жЈҖжҹҘж–№жі•пјҢжүҖжңүе…үзғӯжі•еҺҹзҗҶзӣёеҗҢпјҡеҚід»Ҙзғӯзҡ„еҪўејҸеҗ‘иҜ•ж ·ж–ҪеҠ е‘ЁжңҹжҖ§жҲ–еҶІи„үејҸиғҪиғҪпјҢ然еҗҺжЈҖжҹҘеұҖйғЁжё©еәҰзҡ„еҚҮй«ҳжғ…еҶөгҖҒь/p>
е°ҶиҜ•ж ·дёҠжөӢеҫ—зҡ„ж—¶й—ҙе·®дёҺйҮҮз”ЁзӣёеҗҢд»ӘеҷЁеңЁеӣәе®ҡжқЎд»¶дё?жҝҖеҠұиғҪйҮҸгҖҒеҶІи„үй•ҝеәҰгҖҒжҝҖеҠұйў‘зҺҮзӯү)пјҢеҜ№е·ІзҹҘеҺҡеәҰзҡ„иҶңжөӢеҫ—зҡ„еҖјиҝӣиЎҢжҜ”иҫғеҫ—еҲ°жјҶиҶңеҺҡеә?и§?.4.4.2)гҖҒь/p>
4.4.2 йҖӮз”ЁиҢғеӣҙ
е…үзғӯеҺҹзҗҶеҹәжң¬йҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеҸӘиҰҒеӨҡж¶ӮеұӮдҪ“зі»дёӯеҗ„ж¶ӮеұӮд№Ӣй—ҙеңЁеҜјзғӯжҖ§е’Ңж”ҫе°„жҖ§ж–№йқўиғҪеҫҲеҘҪең°зӣёдә’еҢәеҲҶпјҢиҜҘж–№жі•д№ҹеҸҜд»Ҙз”ЁдәҺжөӢе®ҡеҗ„еҚ•дёҖж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
жүҖиҰҒжұӮзҡ„жңҖдҪҺеә•жқҗеҺҡеәҰеӣ жүҖз”Ёзҡ„жөӢйҮҸзі»з»ҹ(и§?.4.4.1.1)е’ҢжјҶиҶ?еә•жқҗз»„еҗҲиҖҢејӮгҖҒь/p>
4.4.3 жҖ»еҲҷ
жөӢиҜ•ж–№жі•еҲҶдёәз ҙеқҸжҖ§ж–№жі•е’Ңйқһз ҙеқҸжҖ§ж–№жі•пјҢе…¶еҪ’зұ»еҸ–еҶідәҺж¶ӮеұӮзҡ„з”ЁйҖ”гҖӮз”ұдәҺз”ҹдә§зҡ„еұҖйғЁзғӯж•Ҳеә”пјҢж¶ӮеұӮеҗёж”¶зғӯиғҪеҜ№ж¶ӮеұӮеҸҜиғҪдјҡжңүеҪұе“Қ(и§Ғеӣҫ4дё?)гҖҒь/p>
4.4.4 ж–№жі•3вҖ”вҖ”з”ЁзғӯжҖ§иғҪжөӢе®ҡ
4.4.4.1 д»ӘеҷЁе’ҢеҸӮз…§ж ҮеҮ…ь/strong>
4.4.4.1.1 жөӢйҮҸзі»з»ҹ
жңүи®ёеӨҡж–№жі•еҸҜеңЁж¶ӮеұӮжқҗж–ҷе•Ҷдә§з”ҹзғӯжіўеҸҠжЈҖжөӢиҜ•ж ·дёӯеҠ зғӯйғЁдҪҚдә§з”ҹзҡ„зғӯж•Ҳеә”(еҸӮи§Ғ EN 15042-2)гҖӮзғӯиҫҗе°„жә?еҰӮжҝҖе…үжәҗгҖҒеҸ‘е…үдәҢжһҒз®ЎгҖҒзҷҪзӮҪе…үжә?дё»иҰҒз”ЁдҪңж¶ӮеұӮзҡ„жҝҖеҠұзі»з»ҹгҖҒь/p>
еҸҜз”ЁдёӢеҲ—жЈҖжөӢж–№жі•пјҡ
вҖ”вҖ”жЈҖжөӢиҝ”еӣһзҡ„зғӯиҫҗе°?е…үзғӯиҫҗе°„жөӢйҮҸ)пјҡь/p>
вҖ”вҖ”жЈҖжөӢжҠҳе°„жҢҮж•°зҡ„еҸҳеҢ–(еңЁжөӢйҮҸеҢәеҹҹдёҠж–№зҡ„зғӯз©әж°”жөӢйҮ?пјҡь/p>
вҖ”вҖ”зғӯзӮ№жЈҖжө?жөӢйҮҸзғӯжөҒ)пјҡь/p>
4.4.4.1.2 еҸӮз…§ж ҮеҮҶ
ж ЎеҮҶж—¶йңҖиҰҒз”Ёе…·жңүдёҚеҗҢеҗёж”¶жҖ§иғҪе’ҢдёҚеҗҢиҶңеҺҡиҢғеӣҙзҡ„еҸӮз…§ж ҮеҮҶ(еҸӮеҠ EN 15042-2)гҖҒь/p>
4.4.4.2 ж ЎеҮҶ
еҜ№жҜҸдёҖз§ҚжјҶиҶ?еә•жқҗз»„еҗҲ(е°Өе…¶жҳҜеҜ№жҜҸдёҖз§Қж¶Ӯж–?пјҢз”ЁеҸӮз…§ж ҮеҮҶ(и§?.4.4.1.2)ж ЎеҮҶжөӢйҮҸзі»з»ҹгҖҒь/p>
4.4.4.3 жӯҘйӘӨ
жҢүз”ҹдә§е•ҶиҜҙжҳҺж“ҚдҪңд»ӘеҷЁе’ҢжөӢйҮҸжјҶиҶңеҺҡеәҰгҖҒь/p>
5 е№ІиҶңеҺҡеәҰзҡ„жөӢе®ҷь/strong>
5.1 жҖ»еҲҷ
йҷ„еҪ•Aз»ҷеҮәдәҶжөӢе®ҡе№ІиҶңеҺҡеәҰзҡ„ж–№жі•жҰӮиҝ°гҖҒь/p>
5.2 жңәжў°жі”ь/strong>
5.2.1 еҺҹзҗҶ
з”ЁжөӢеҫ®и®ЎжҲ–еҚғеҲҶиЎЁ(и§?.2.4ж–№жі•4A)жқҘжөӢйҮҸжјҶиҶңеҺҡеәҰпјҢеҚіеә•жқҗеҠ жјҶиҶңзҡ„жҖ»еҺҡеәҰдёҺеә•жқҗеҺҡеәҰй—ҙзҡ„е·®еҖјгҖҒь/p>
жңүдёӨз§ҚжөӢе®ҡжјҶиҶңеҺҡеәҰзҡ„ж–№жі•пјҷь/p>
a)еңЁйҷӨеҺ»ж¶ӮеұӮеүҚеҗҺжөӢйҮ?з ҙеқҸжҖ§ж–№жі?
е…ҲжөӢйҮҸ规е®ҡеҢәеҹҹзҡ„жҖ»еҺҡеәҰпјҢ然еҗҺйҷӨеҺ»жөӢйҮҸеҢәеҹҹзҡ„ж¶ӮеұӮеҗҺеҶҚжөӢйҮҸжөӢйҮҸеә•жқҗзҡ„еҺҡеәҰгҖҒь/p>
b)еңЁж¶Ӯж•·ж¶Ӯж–ҷеүҚеҗҺжөӢйҮ?йқһз ҙеқҸжҖ§ж–№жі?
е…ҲжөӢйҮҸеә•жқҗеҺҡеәҰпјҢеңЁж¶Ӯж•·ж¶Ӯж–ҷеҗҺеҶҚжөӢе®ҡзӣёеҗҢжөӢйҮҸеҢәеҹҹзҡ„жҖ»еҺҡеәҰгҖҒь/p>
жјҶиҶңеҺҡеәҰеҸҜд»ҺдёӨдёӘиҜ»ж•°зҡ„е·®еҖји®Ўз®—еҫ—еҲ°гҖҒь/p>
ж·ұеәҰи§?и§?.2.5ж–№жі•4B)жҲ–иЎЁйқўиҪ®е»“д»Ә(и§?.2.6ж–№жі•4C)иғҪзӣҙжҺҘжөӢйҮҸжјҶиҶңеҺҡеәҰпјҢеҚіжјҶиҶңиЎЁйқўдёҺжҡҙйңІзҡ„еә•жқҗиЎЁйқўй—ҙзҡ„й«ҳеәҰе·®гҖҒь/p>
жіЁпјҡеҸӘжңүвҖңйҷӨеҺ»ж¶ӮеұӮвҖқзҡ„жөӢйҮҸж–№ејҸеҸҜйҮҮз”Ёж·ұеәҰ规жҲ–иЎЁйқўиҪ®е»“д»Ә(ж–№жі•4Bе’Ңж–№жі?C)иҝӣиЎҢжөӢе®ҡгҖҒь/p>
5.2.2 йҖӮз”ЁиҢғеӣҙ
жңәжў°еҺҹзҗҶеҹәжң¬йҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеңЁдҪҝз”Ёжңәжў°д»ӘиЎЁжөӢйҮҸж—¶пјҢеә•жқҗе’ҢжјҶиҶңеә”жңүи¶іеӨҹзҡ„зЎ¬еәҰд»Ҙе…ҚжөӢйҮҸи§ҰзӮ№дјҡдә§з”ҹеҺӢз—•иҖҢеҜјиҮҙиҜ»ж•°й”ҷиҜҜгҖҒь/p>
жөӢеҫ®и®ЎжҲ–еҚғеҲҶиЎ?ж–№жі•4A)д№ҹйҖӮеҗҲжөӢйҮҸе…·жңүеңҶеҪўжҲӘйқўзҡ„еңҶжҹұеҪўејҸзҡ„жјҶиҶңеҺҡеәҰ(еҰӮз”өзәҝгҖҒз®ЎйҒ?гҖҒь/p>
еңЁжңүдәүи®®ж—¶пјҢиЎЁйқўиҪ®е»“жү«жҸҸд»?ж–№жі•4C)дёәд»ІиЈҒж–№жі•гҖҒь/p>
5.2.3 жҖ»еҲҷ
еңЁвҖңж¶Ӯж•·ж¶Ӯж–ҷвҖқжөӢйҮҸж–№ејҸдёӢпјҢз”Ёжңүж Үи®°еӯ”зҡ„ж ·и§„жқҘдҝқиҜҒжҳҜеңЁеҗҢдёҖзӮ№жөӢйҮҸеә•жқҗеҺҡеәҰе’ҢжҖ»еҺҡеәҰгҖҒь/p>
жі?пјҡеҰӮжһңжҳҜеЎ‘ж–ҷеә•жқҗпјҢе»әи®®йҮҮз”ЁвҖңж¶Ӯж•·ж¶Ӯж–ҷвҖқжі•пјҢеӣ дёәеңЁеӨ§еӨҡж•°жғ…еҶөдёӢеҫҲйҡҫеңЁжІЎжңүйҖ жҲҗз ҙеқҸзҡ„жғ…еҶөдёӢе°ұе°Ҷеә•жқҗжҡҙйңІ еҮәжқҘгҖҒь/p>
еңЁвҖңйҷӨеҺ»ж¶ӮеұӮвҖқзҡ„жөӢйҮҸж–№ејҸдёӢпјҢеҸҜеңЁжөӢйҮҸеҢәеҹҹз”»еңҶ并дҪңж Үи®°гҖӮеә”е°ҸеҝғгҖҒе®Ңж•ҙең°йҷӨеҺ»жөӢйҮҸеҢәеҹҹзҡ„ж¶ӮеұӮиҖ жІЎжңүйҖ жҲҗеә•жқҗжңәжў°жҖ§жҲ–еҢ–еӯҰжҖ§жҚҹдјӨгҖӮеңЁж¶Ӯж•·ж¶Ӯж–ҷеүҚеҸҜз”Ёиғ¶еёҰе°Ҷеә•жқҗйғЁеҲҶйҒ®дҪҸд»Ҙеҫ—еҲ°еҫҲеҘҪзЎ®е®ҡзҡ„з”ұдёҖеұ иҮіеҸҰдёҖеұӮзҡ„еұӮж¬ЎгҖҒь/p>
еңЁдҪҝз”Ёж·ұеәҰ规жҲ–иЎЁйқўиҪ®е»“жү«жҸҸд»Ә(ж–№жі•4Bе’Ңж–№жі?C)ж—¶пјҢжөӢйҮҸеҢәеҹҹжңӘйҷӨеҺ»зҡ„ж¶ӮеұӮеә”дҝқжҢҒе®ҢеҘҪгҖ йҮҮз”ЁиЎЁйқўиҪ®е»“жү«жҸҸд»?ж–№жі•40C)пјҢеә”иғҪеҫҲеҘҪең°зЎ®е®ҡеә•жқҗдёҺжјҶиҶңиЎЁйқўй—ҙзҡ„еҮёиө·йғЁеҲҶгҖҒь/p>
еҜ№зЎ¬еә•жқҗ(еҰӮзҺ»з’?пјҢж¶ӮеұӮеҸҜз”Ёжңәжў°ж–№жі•йҷӨеҺ»пјӣдҪҶеҜ№ж¬ЎзЎ¬зҡ„еә•жқ?еҰӮй’ўжқ?пјҢеҸҜз”ЁеҢ–еӯҰж–№жі•йҷӨеҺ»ж¶ӮеұӮпјҢеҰ дҪҝз”Ёжә¶еүӮжҲ–и„ұжјҶеүӮгҖҒь/p>
жі?пјҡеҜ№ж¬ЎзЎ¬зҡ„еә•жқҗпјҢеҰӮй’ўжқҝпјҢеҸҜз”Ёзӣҙеҫ„дё?0зҲӘз“ңзҡ„з©әеҝғй’»еҲҮйҖҸжјҶиҶңпјҢ然еҗҺз”Ёжә¶еүӮжҲ–и„ұжјҶеүӮе°ҶеҪўжҲҗзҡ„ж¶ӮеұӮеҺҹзүҮйҷӨеҺ»гҖҒь/p>
жүҖжңүйңҖиҰҒжҺҘи§ҰжҲ–жөӢйҮҸзҡ„иЎЁйқ?ж¶ӮеұӮгҖҒеә•жқҗгҖҒиҜ•ж ·иғҢйқ?еә”е№ІеҮҖпјҢжІЎжңүиө·з Ғж®ӢжёЈгҖҒь/p>
5.2.4 ж–№жі•4AвҖ”вҖ”еҺҡеәҰе·®еҖјжі•
5.2.4.1 д»ӘеҷЁиҜҙжҳҺ
5.2.4.1.1 жөӢеҫ®и® ь/strong>
жөӢеҫ®и®ЎжөӢйҮҸж—¶еә”иғҪзІҫзЎ®еҲ?ОјmгҖӮжөӢеҫ®и®Ўеә”й…ҚжңүйҪҝжқҶд»ҘйҷҗеҲ¶жөӢйҮҸжқҶеҜ№жөӢиҜ•иЎЁйқўж–ҪеҠ зҡ„еҠӣгҖҒь/p>
жЁЎеһӢ1 вҖ”вҖ”еӣәе®ҡеңЁеҹәеә§дёүь/p>
е°Ҷе…·жңүе№іж•ҙжөӢйҮҸйқўзҡ„жөӢеҫ®и®Ўзҡ„дёҖз«ҜеӨ№зҙ§еңЁжңүе№іж•ҙеҹәжқҝзҡ„еҲҡзЎ¬еҹәеә§дёҠпјҢд»ҘдҪҝе…¶й«ҳеәҰиғҪи°ғиҠӮгҖӮжөӢйҮҸйқўдёҺеҹәжқҝзҡ„дёҠиЎЁйқўе№іиЎҢеҜ№еҮҶгҖҒь/p>
жЁЎеһӢ2вҖ”вҖ”жүӢжҸЎејҸ(и§Ғеӣҫ5)
иҝҷзұ»д»ӘеҷЁзҡ„йҖҡз”ЁеҗҚжҳҜеӨ–еҚЎи§„жөӢеҫ®и®ЎпјҢе°Ҫз®Ўе®ғиҝҳиў«з§°дёәжөӢйҮҸеӨ–йғЁе°әеҜёз”Ёзҡ„иһәж—ӢжөӢеҫ®еҷ?ISO 3611).жөӢеҫ®и®Ўеә”з¬ҰISO3611зҡ„иҰҒжұӮгҖӮжөӢйҮҸжқҶзҡ„жөӢйҮҸйқўе’ҢеҹәеҮҶйқўеә”е№іж•ҙдё”зӣёдә’е№іиЎҢгҖҒь/p>
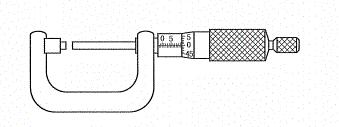
еӣ? еӨ–еҚЎи§„жөӢеҫ®и®Ў
5.2.4.1.2 еҚғеҲҶиЎ?/strong>
з¬ҰеҗҲISO 463иҰҒжұӮзҡ„жңәжў°еҚғеҲҶиЎЁе’Ңз”өеӯҗеҚғеҲҶиЎЁзҡ„жөӢйҮҸзІҫеәҰйҖҡеёёеҲҶеҲ«5Ојm(жңәжў°еҚғеҲҶиЎ?е’?Ојm(з”өеӯҗеҚғеҲҶиЎ?пјҢжҲ–жӣҙеҘҪгҖӮеҚғеҲҶиЎЁеә”й…ҚжңүиғҪжӢҫиө·жөӢйҮҸи§ҰзӮ№зҡ„иЈ…зҪ®гҖӮеә”ж №жҚ®йңҖиҰҒжөӢиҜ•еҺҡеәҰзҡ„ж¶ӮеұӮжқҗж–ҷзҡ„зЎ¬еәҰйҖүжӢ©жөӢйҮҸи§ҰзӮ№зҡ„еҪўзҠ?еҜ№зЎ¬жқҗж–ҷйҖүжӢ©зҗғеҪўпјҢеҜ№иҪҜжқҗж–ҷйҖүжӢ©е№ійқўеҪ?гҖҒь/p>
жЁЎеһӢвҖ”вҖ”еӣәе®ҡеңЁеҹәеә§дёүь/p>
еҰӮеӣҫ6жүҖзӨәе°ҶеҚғеҲҶиЎЁеӨ№зҙ§еңЁеҹәеә§дёҠгҖӮеҰӮжһңдҪҝе№ійқўеҪўжөӢйҮҸи§ҰзӮ№пјҢжөӢйҮҸйқўдёҺеҹәжқҝзҡ„дёҠиЎЁйқўе№іиЎҢеҜ№еҮҶгҖҒь/p>
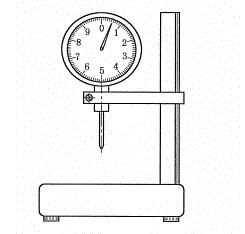
еӣ? еӣәе®ҡеңЁеҹәеә§дёҠзҡ„еҚғеҲҶиЎЁ
жЁЎеһӢ2вҖ”вҖ”жүӢжҸЎејҸ
иҝҷзұ»еҚғеҲҶиЎЁеә”й…ҚжңүжүӢжҹ„гҖӮз”ЁдәҺжҸҗиө·еҶІжқҶзҡ„иЈ…зҪ®зҡ„еҪўзҠ¶еә”жһ„йҖ жҲҗиғҪз”ЁдёҖеҸӘжүӢж“ҚдҪңиҜҘеҺҡеәҰжөӢиҜ•д»ӘгҖӮеҹәеҮҶйқўзҡ„еҸҜжӢҶеҚёи§ҰзӮ№еә”дҪҚдәҺеҸҜ平移зҡ„жөӢйҮҸи§ҰзӮ№зҡ„еҜ№йқўгҖӮеә”ж №жҚ®еҫ…жөӢжқҗж–ҷзҡ„зЎ¬еәҰйҖүжӢ©жөӢйҮҸи§ҰзӮ№зҡ„еҪўзҠ?еҜ№зЎ¬жқҗж–ҷйҖүжӢ©зҗғеҪўпјҢеҜ№иҪҜжқҗж–ҷйҖүжӢ©е№ійқўеҪ?гҖҒь/p>
еҰӮжһңжөӢйҮҸи§ҰзӮ№е’ҢеҹәеҮҶйқўйғҪжҳҜе№ійқўеҪўзҠ¶(еҰӮеӣҫ7жүҖзӨәжөӢйҮҸи–„зүҮеҺҡеәҰзҡ„д»ӘеҷЁ)пјҢжөӢйҮҸйқўеә”зӣёдә’е№іиЎҢгҖҒь/p>

еӣ? жөӢйҮҸи–„зүҮеҺҡеәҰзҡ„д»ӘиЎ?/p>
5.2.4.2 жӯҘйӘӨ
жҢ?.2.3规е®ҡеҮҶеӨҮвҖңйҷӨеҺ»ж¶ӮеұӮвҖқе’ҢвҖңж¶Ӯж•·ж¶Ӯж–ҷвҖқдёҚеҗҢжөӢйҮҸж–№ејҸз”ЁиҜ•ж ·(и§?.2.1)гҖҒь/p>
еҪ“йҮҮз”ЁвҖңйҷӨеҺ»ж¶ӮеұӮвҖқжҲ–вҖңж¶Ӯж•·ж¶Ӯж–ҷвҖқдёҚеҗҢжөӢйҮҸж–№ејҸж—¶пјҢеңЁж“ҚдҪңжүҖжңүд»ӘеҷЁж—¶пјҢйғҪеә”еҲҶеҲ«дҪҝиҜ•ж ·зҡ„ж¶ӮжјҶйқўжҲ–еҫ…ж¶ӮжјҶзҡ„йқўйқўеҗ‘жөӢйҮҸжқ?жөӢеҫ®и®ЎпјҢи§?.2.4.1.1)жҲ–жҺҘи§Ұе…ғд»?еҚғеҲҶиЎЁпјҢи§?.2.4.1.2)гҖҒь/p>
еңЁдҪҝз”Ёеӣәе®ҡеңЁеҹәеә§дёҠзҡ„д»ӘеҷЁ(5.2.4.1.1е’?.2.4.1.2дёӯзҡ„жЁЎеһӢ1)ж—¶пјҢжҠҠиҜ•ж ·ж”ҫеңЁеҹәжқҝдёҠгҖҒь/p>
еңЁдҪҝз”ЁжүӢжҸЎејҸд»ӘеҷЁ(5.2.4.1.1е’?.2.4.1.2дёӯзҡ„жЁЎеһӢ2)ж—¶пјҢе°ҶиҜ•ж ·зҙ§иҙҙзқҖеӣәе®ҡзҡ„жөӢйҮҸи§ҰзӮ№е№¶жҸЎдҪҸиҜ•ж ·гҖҒь/p>
жіЁпјҡ5.2.4.1.1е’?.2.4.1.2дёӯзҡ„жЁЎеһӢ2дёӯ规е®ҡзҡ„д»ӘеҷЁзҡ„жүӢжҹ„д№ҹиғҪеӨ№зҙ§еңЁеҹәеә§дёҠпјҢдҫҝж“ҚдҪңжӣҙеҠ ж–№дҫҝгҖҒь/p>
еңЁйҷӨеҺ»жјҶиҶ?вҖңйҷӨеҺ»ж¶ӮеұӮвҖқж–№еј?жҲ–ж¶Ӯж•·жјҶиҶ?вҖңж¶Ӯж•·ж¶Ӯж–ҷвҖқж–№еј?еҗҺйҮҚеӨҚдёҠиҝ°жӯҘйӘӨиҝӣиЎҢ第2ж¬ЎжөӢйҮҸгҖҒь/p>
жҢүдёӢиҝ°ж–№жі•иҝӣиЎҢжҜҸж¬ЎжөӢйҮҸпјҡ
вҖ”вҖ”еҪ“дҪҝз”Ё5.2.4.1.1жүҖиҝ°жөӢеҫ®и®Ўж—¶пјҢ移еҠЁжөӢйҮҸжқҶиҮіеҫ…жөӢиЎЁйқўзӣҙеҲ°и§ҰеҠЁйҪҝжқҶпјҡь/p>
вҖ”вҖ”еҪ“дҪҝз”Ё5.2.4.1.2жүҖиҝ°еҚғеҲҶиЎЁж—¶пјҢдҪҝиЈ…жңүеј№з°§зҡ„жҺҘи§Ұе…ғ件зҡ„и§ҰеӨҙиҪ»иҪ»зў°и§ҰжөӢиҜ•иЎЁйқўгҖҒь/p>
жјҶиҶңеҺҡеәҰеҖјжҳҜжҖ»еҺҡеәҰиҜ»ж•°дёҺеә•жқҗиҜ»ж•°й—ҙзҡ„е·®еҖјгҖҒь/p>
5.2.5 ж–№жі•4BвҖ”вҖ”ж·ұеәҰ规
5.2.5.1 д»ӘеҷЁе’ҢеҸӮз…§ж ҮеҮ…ь/strong>
5.2.5.1.1 жЁЎеһӢ1вҖ”вҖ”ж·ұеәҰ规жөӢеҫ®и®?и§Ғеӣҫ8)
иҝҷз§Қзұ»еһӢжөӢеҫ®и®ЎжөӢйҮҸж—¶зҡ„жөӢйҮҸзІҫеәҰйҖҡеёёдё?ОјmжҲ–жӣҙеҘҪгҖӮжөӢеҫ®и®Ўеә”й…ҚжңүйҪҝжқҶд»ҘйҷҗеҲ¶жҺҘи§Ұе…ғ件еҜ№еә•жқҗж–ҪеҠ зҡ„еҠӣпјҢеә”жңүдёҖдёӘе№іж•ҙзҡ„еҹәеә§жҲ–и„ҡжқҘж”ҫеңЁж¶ӮжјҶиЎЁйқўдёҠдҪңдёәеҸӮз…§е№ійқўгҖҒь/p>
5.2.5.1.2 жЁЎеһӢ2вҖ”вҖ”ж·ұеәҰеҚғеҲҶиЎЁ(и§Ғеӣҫ9)
з¬ҰеҗҲISO 463иҰҒжұӮзҡ„жңәжў°еҚғеҲҶиЎЁе’Ңз”өеӯҗеҚғеҲҶиЎЁзҡ„жөӢйҮҸзІҫеәҰйҖҡеёёеҲҶеҲ«дё?Ојm(жңәжў°еҚғеҲҶиЎ?е’?Ојm (з”өеӯҗеҚғеҲҶиЎ?пјҢжҲ–жӣҙеҘҪгҖӮеҚғеҲҶиЎЁеә”жңүдёҖдёӘе№іж•ҙзҡ„еҹәеә§жҲ–ж”Ҝи„ҡжқҘж”ҫеңЁж¶ӮжјҶиЎЁйқўдёҠдҪңдёәеҸӮз…§е№ійқўгҖҒь/p>
5.2.5.1.3 з”ЁдҪңд»ӘиЎЁи°ғйӣ¶зҡ„еҸӮз…§ж ҮеҮ…ь/strong>
иҰҒжұӮз”Ёе№іж•ҙзҡ„еҸӮз…§жқҝжқҘиҝӣиЎҢд»ӘеҷЁзҡ„и°ғйӣ¶гҖӮеҸӮз…§жқҝдёәе№іж•ҙзҡ„зҺ»з’ғжқҝпјҢе…¶дёҚе№іеәҰе®№йҷҗдёҚи¶…иҝ?Ојm(д№ҹеҸҜеҸӮи§ҒISO 1101)гҖҒь/p>

еӣ? ж·ұеәҰжөӢеҫ®и® ь/p>

еӣ? ж·ұеәҰеҚғеҲҶиЎ?/p>
5.2.5.2 жӯҘйӘӨ
йҷӨеҺ»жөӢйҮҸеҢәеҹҹзҡ„ж¶ӮеұӮгҖӮйҖҡиҝҮз”ЁеҸӮз…§жқҝ(5.2.5.1.3)жЈҖжҹҘд»ӘеҷЁзҡ„йӣ¶зӮ№е№¶и°ғйӣ¶пјҢ然еҗҺпјҷь/p>
a) еңЁдҪҝз”Ёж·ұеәҰжөӢеҫ®и®Ўж—¶пјҢжҠҠж”Ҝи„ҡж”ҫеңЁж¶ӮеұӮиЎЁйқўпјҢдҪҝжөӢйҮҸжқҶдҪҚдәҺжҡҙйңІеҢәеҹҹзҡ„дёҠж–№пјҢеҗ‘дёӢж—ӢеҠЁжөӢйҮҸжқҶзӣҙиҮіи§ҰзӮ№жҺҘи§Ұеә•жқҗ并и§ҰеҠЁйҪҝжқҶпјҡь/p>
b) дҪҝз”Ёж·ұеәҰеҚғеҲҶиЎЁж—¶пјҢжҠҠжҺҘи§Ұе…ғ件ж”ҫеңЁжҡҙйңІзҡ„еә•жқҗдёҠж–№пјҢе…¶жҺҘи§Ұи„ҡж”ҫеңЁж¶ӮеұӮдё?еҰӮжһңеҚғеҲҶиЎЁжҳҜжңүжҺҘи§Ұи„ҡзұ»еһӢзҡ„пјҢеә”е°ҸеҝғзЎ®дҝқжҺҘи§Ұи„ҡдёҺиҜ•ж ·иЎЁйқўеһӮзӣ?гҖҒь/p>
еҸҜд»Һж·ұеәҰиҜ»ж•°зӣҙжҺҘиҜ»еҸ–жјҶиҶңеҺҡеәҰеҖ?еҰӮйңҖиҰҒпјҢиҝӣиЎҢйӣ¶зӮ№иҜҜе·®ж ЎеҮҶ)гҖҒь/p>
5.2.6 ж–№жі•4CвҖ”вҖ”иЎЁйқўиҪ®е»“жү«жҸҺь/strong>
5.2.6.1 д»ӘеҷЁиҜҙжҳҺ
иҜҘд»ӘеҷЁжңүдёҖдёӘеҫҖеӨҚ移еҠЁзҡ„и§Ұй’ҲпјҢи§Ұй’ҲдёҺеҗҲйҖӮзҡ„е…·жңүж”ҫеӨ§е’Ңи®°еҪ•еҠҹиғҪзҡ„иЈ…зҪ®зӣёиҝһгҖӮдёәдәҶжөӢйҮҸжјҶиҶңеҺҡ еәҰпјҢиҰҒе…ҲйҷӨеҺ»ж¶ӮеұӮзҡ„жҹҗдёҖйғЁеҲҶпјҢеҶҚз”Ёд»ӘеҷЁжқҘи®°еҪ•еә•жқҗдёҺж¶ӮеұӮй—ҙеҪўжҲҗзҡ„еҮёиө·йғЁеҲҶзҡ„иҪ®е»“(и§Ғеӣҫ10)гҖӮйҖүжӢ©е…·жңүдёҺеә•жқҗе’ҢжјҶиҶңиЎЁйқўзҡ„дёҚе№іж•ҙеәҰжңҖеҢ№й…Қзҡ„и§Ұй’Ҳе°–з«ҜеҚҠеҫ„дё”иғҪиҮӘз”ұ移еҠЁзҡ„и§Ұй’Ҳзҡ„зІ—зіҷеәҰд»ӘжҲ–иҪ®е»“йҮҸ规жҳҜжңҖеҗҲйҖӮзҡ„гҖҒь/p>
жіЁпјҡд№ҹеҸҜйҮҮз”Ёе…үеӯҰж–№жі•жҲ–еЈ°еӯҰж–№жі•иҝӣиЎҢжөӢйҮ?еҚідёҚдёҺиҜ•ж ·еҸ‘з”ҹд»»дҪ•жҺҘи§?гҖҒь/p>

еӣ?0 иЎЁйқўиҪ®е»“жү«жҸҸд»?/p>
5.2.6.2 жӯҘйӘӨ
жҢ?,.2. 3зҡ„规е®ҡеҮҶеӨҮиҜ•ж ·гҖӮз”ЁеҗҲйҖӮзҡ„зӣ‘жҺ§з»ҳеӣҫд»Әжү«жҸҸ并记еҪ•жөӢйҮҸеҢәеҹҹзҡ„иЎЁйқўиҪ®е»“гҖҒь/p>
дёӢеҲ—еӣ зҙ иғҪеҜ№иҜ»ж•°дә§з”ҹдёҚеҲ©еҪұе“Қпјҷь/p>
вҖ”вҖ”иЎЁйқўжё…зҗҶеҫ—дёҚеӨҹе№ІеҮҖпјҡь/p>
вҖ”вҖ”жөӢйҮҸзі»з»ҹзҡ„йңҮеҠЁпјҡь/p>
вҖ”вҖ”дҪҝз”ЁдёҚеҗҲйҖӮзҡ„й’Ҳе°–гҖҒь/p>
еңЁи®°еҪ•зҡ„жјҶиҶңиЎЁйқўиҪЁиҝ№(дёҠзәҝ)е’Ңеә•жқҗиЎЁйқўиҪЁиҝ?дёӢзәҝ)зҡ„е№іеқҮй«ҳеәҰеӨ„еҲҶеҲ«з”»еҸӮз…§зәҝгҖӮиҝҷдёӨжқЎеҸӮз…§зәҝд№Ӣй—ҙзҡ„и·қзҰ»еҚідёәеҮёиө·йғЁеҲҶдёӯзӮ№еӨ„зҡ„жјҶиҶңеҺҡеәҰгҖҒь/p>
5.3 йҮҚйҮҸеҲҶжһҗжі”ь/strong>
5.3.1 еҺҹзҗҶ
е№ІиҶңеҺҡеәҰtdпјҢеҚ•дҪҚдёәеҫ®зұі(Ојm)пјҢжҳҜж №жҚ®жңӘж¶ӮжјҶиҜ•ж ·дёҺе·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸе·®жҢүеј?2)и®Ўз®—еҫ—еҲ°пјҷь/p>
td= (m - m0) / AГ—ПҒ0вҖҰвҖҰвҖҰвҖҰвҖҰвҖ?2)
ејҸдёӯпјҷь/p>
m0вҖ”вҖ”жңӘж¶ӮжјҶж ·ејҸзҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
mвҖ”вҖ”е·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
AвҖ”вҖ”ж¶Ӯж•·зҡ„иЎЁйқўйқўз§ҜпјҢеҚ•дҪҚдёәе№іж–№зұ?m2)пјҡь/p>
ПҒ0вҖ”вҖ”ж¶Ӯж•·зҡ„е№Іж¶ӮиҶңеҜҶеәҰпјҢеҚ•дҪҚдёәе…ӢжҜҸжҜ«еҚ?g/ml)гҖҒьbr/>
жіЁпјҡеҸҜжҢүз…§GB/T 9272жөӢе®ҡж¶Ӯж–ҷзҡ„е№Іж¶ӮиҶңеҜҶеәҰгҖҒь/p>
5.3.2 йҖӮз”ЁиҢғеӣҙ
йҮҚйҮҸеҲҶжһҗжі•е…·жңүйҖҡз”ЁжҖ§гҖҒь/p>
5.3.3 жҖ»еҲҷ
йҮҮз”ЁйҮҚйҮҸеҲҶжһҗжі•еҫ—еҲ°ж•ҙдёӘж¶Ӯж•·иЎЁйқўеҢәеҹҹе№ІиҶңеҺҡеәҰзҡ„е№іеқҮеҖјгҖӮзү№еҲ«жҳҜеңЁйҮҮз”Ёе–·ж¶Ӯж–Ҫе·Ҙж—¶пјҢиҜ•ж ·зҡ„иғ йқўеә”йҒ®дҪҸд»ҘйҒҝе…Қеӣ иғҢйқўзҡ„еұҖйғЁж–Ҫж¶?иҝҮе–·)иҖҢйҖ жҲҗзҡ„жөӢйҮҸиҜҜе·®гҖҒь/p>
5.3.4 ж–№жі•5вҖ”вҖ”иҙЁйҮҸе·®еҖјжі•
5.3.4.1 д»ӘеҷЁ
иҰҒжұӮеӨ©е№іжңҖеӨ§з§°йҮҸиҢғеӣҙдёә500gпјҢзІҫеәҰдёә1mgгҖҒь/p>
5.3.4.2 жӯҘйӘӨ
е…Ҳз§°йҮҸе№ІеҮҖзҡ„жңӘж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢ然еҗҺе°ҶиҜ•ж ·ж¶ӮжјҶ并干зҮҘпјҢеңЁз§°йҮҸе·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢж №жҚ®ејҸ(2)и®Ўз®—е№ІиҶңеҺҡеәҰгҖҒь/p>
5.4 е…үеӯҰжі”ь/strong>
5.4.1 еҺҹзҗҶ
еңЁжҲӘйқўжі•(и§?.4.4дёӯж–№жі?A)дёӯпјҢжІҝзқҖж¶ӮеұӮеһӮзӣҙзҡ„йқўзЈ?еҲҮеүІиҜ•ж ·пјҢиҝҷж ·жјҶиҶңеҺҡеәҰиғҪзӣҙжҺҘдҪҝз”Ёжҳҫеҫ®й•ңжөӢйҮ?и§Ғеӣҫ11)гҖҒь/p>

еӣ?1 иҜ•ж ·жҲӘйқў
еңЁжҘ”еҪўеҲҮеүІжі•(и§?.4.5дёӯж–№жі?B)дёӯпјҢйҮҮз”ЁеҲҮеүІе·Ҙе…·д»ҘдёҺиЎЁйқўжҲҗ规е®ҡзҡ„и§’еәҰеҲҮеүІж¶ӮеұӮеҫ—еҲ°и§„е®ҡе°әеҜёзҡ„еҲҮеү?и§Ғеӣҫ12)гҖӮеҸҜз”ЁејҸ(3)и®Ўз®—жјҶиҶңеҺҡеәҰtпјҷь/p>
t = bГ—tanОұвҖҰвҖҰвҖҰвҖҰвҖҰвҖ?3)
ејҸдёӯпјҷь/p>
bвҖ”вҖ”з”Ёжҳҫеҫ®й•ңжөӢеҫ—зҡ„жҠ•еҪұеҗҺзҡ„еҲҮеүІеҚҠе®Ҫ(д»Һиҫ№зјҳеҲ°еә•жқҗ)пјҡь/p>
ОұвҖ”вҖ”еҲҮеүІи§’еәҰгҖҒь/p>

еӣ?2 еҜ№з§°еҲҮеүІгҖҒй”ҘеҪўй•—еүҠе’Ңи°җйқўеҲҮеүІ
з”Ёзү№ж®Ҡзҡ„еҲҖеңЁж¶ӮеұӮдёҠиғҪеҫ—еҲ°еҜ№з§°жҘ”еҪўеҲҮеү?еӣ?2дёӯзҡ„3)пјҢз”Ёзү№ж®Ҡзҡ„й’»жңәеңЁж¶ӮеұӮдёҠиғҪеҫ—еҲ°й”ҘеҪўй•—еүҠ(еӣ?2дёӯзҡ„4)пјҢз”ЁеҲҮеүҠе·Ҙе…·иғҪеҫ—еҲ°ж–ңйқўеҲҮеҸ?еӣ?2дёӯзҡ„5)гҖҒь/p>
5.4.2 йҖӮз”ЁиҢғеӣҙ
е…үзғӯеҺҹзҗҶдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеҸӘиҰҒеӨҡж¶ӮеұӮдҪ“зі»дёӯеҗ„ж¶ӮеұӮд№Ӣй—ҙиғҪеҫҲеҘҪең°зӣёдә’еҢәеҲҶпјҢиҜҘж–№жі•д№ҹеҸҜз”ЁдәҺжөӢе®ҡеҗ„еҚ•дёҖж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
еҰӮжһңйҮҮз”ЁжҲӘжі•жҲ–жҘ”еҪўеҲҮеүІжі•пјҢеә•жқҗеҝ…йЎ»е…·жңүиғҪиў«жҲӘеҲҮгҖҒй’»еӯ”жҲҗеҲҮеүІзҡ„жҖ§иғҪгҖҒь/p>
еҰӮжңүдәүи®®пјҢжҲӘйқўжі•(и§?.4.4дёӯж–№жі?A)иў«и®ӨдёәжҳҜд»ІиЈҒжі•гҖҒь/p>
5.4.3 жҖ»еҲҷ
иҜ•ж ·еә”е№іж•ҙпјҢиғҪиҝӣиЎҢеҘ‘еҪўеҲҮеү?и§?.4.5.2зҡ„жіЁ)гҖҒь/p>
еҰӮжһңж¶ӮеұӮжқҗж–ҷжңүеј№жҖ§пјҢжҲӘйқўжі?еҘ‘еҪўеҲҮеүІдјҡдә§з”ҹеҪўеҸҳдҪҝеҫ—жөӢйҮҸз»“жһңж— ж•ҲгҖӮеҲҮеүІеүҚеҶ·еҚҙиҜ•ж ·еҸҜйҷҚдҪҺиҝҷз§ҚеҪұе“ҚгҖҒь/p>
еҰӮжһңж¶ӮеұӮиҫғи„Ҷе’?жҲ–зІҳз»“дёҚе……еҲҶпјҢжјҶиҶңеүҘзҰ»дҪҝеҫ—йҡҫд»ҘеҲӨе®ҡж¶ӮеұӮдёҺеә•жқҗй—ҙзҡ„зңҹе®һз•ҢйқўпјҢеӣ иҖҢиҜ»ж•°еҸҜиғҪдјҡжңүиҜҜе·®гҖҒь/p>
5.4.4 ж–№жі•6AвҖ”вҖ”жҲӘйқўжі•
5.4.4.1 жЁЎеһӢ1вҖ”вҖ”йҮҮз”ЁзЈЁеүҠжі•
5.4.4.1.1 д»ӘеҷЁе’Ңжқҗж–ҳь/strong>
5.4.4.1.1.1 зЈЁеүҠгҖҒжҠӣе…үжңә
з”ЁдәҺеҫ—еҲ°йҮ‘зӣёеҲ¶е“Ғзҡ„д»ӘеҷЁе®ӨеҗҲйҖӮзҡ„гҖҒь/p>
5.4.4.1.1.2 еөҢе…Ҙд»ӢиҙЁ
дҪҝз”ЁеҜ№ж¶ӮеұӮжІЎжңүдёҚеҲ©еҪұе“Қзҡ„еҶ·еӣәеҢ–ж ‘и„ӮдҪңдёәеөҢе…Ҙд»ӢиҙЁпјҢеҫ—еҲ°жІЎжңүзјқйҡҷзҡ„еөҢе…Ҙж•ҲжһңгҖҒь/p>
5.4.4.1.1.3 зЈЁеүҠгҖҒжҠӣе…үд»Ӣиҙ?/strong>
дҪҝз”ЁйҳІж°ҙз ӮзәёпјҢеҰӮж ҮеҸ·дё?80еҸ·гҖ?00еҸ·е’Ң600еҸ·зҡ„з ӮзәёпјҢжҲ–еҗҲйҖӮзӯүзә§зҡ„йҮ‘еҲҡзҹіжөҶзҠ¶зү©жҲ–зұ»дјјжөҶзҠ¶зү©гҖҒь/p>
5.4.4.1.1.4 жөӢйҮҸжҳҫеҫ®й•ӣь/strong>
йңҖиҰҒдёҖеҸ°е…·жңүеҗҲйҖӮе…үз…§зі»з»ҹгҖҒиғҪз»ҷеҮәдјҳз§Җзҡ„еҪұеғҸеҜ№жҜ”еәҰзҡ„жҳҫеҫ®й•ңгҖӮйҖүжӢ©ж”ҫеӨ§еҖҚж•°дҪҝеҫ—и§Ҷеңәдё?. 5пҪ?еҖҚзҡ„жјҶиҶңеҺҡеәҰгҖӮзӣ®й•ңжҲ–е…үз”өжөӢйҮҸиЈ…зҪ®зҡ„жөӢйҮҸзІҫеәҰиҮіе°‘дёә1 ОјmгҖҒь/p>
5.4.4.1.2 жӯҘйӘӨ
е°ҶиҜ•ж ·жҲ–жңүд»ЈиЎЁжҖ§зҡ„ж ·е“ҒеөҢе…Ҙж ‘и„Ӯдё?5.4.4.1.1.2)гҖӮз”ЁзЈЁеүҠгҖҒжҠӣе…үжңә(5.4.4.1.1.1)жІҝзқҖдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„е№ійқўж№ҝжӢӢе…үиҜ•ж ·жҲ–ж ·е“ҒгҖӮз”Ёжӣҙз»Ҷзӯүзә§зҡ„з ӮзәёйҮҚеӨҚиҝҷдёҖиҝҮзЁӢгҖӮз”Ёжҳҫеҫ®й•ңжөӢйҮҸиЈёйңІж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
5.4.4.2 жЁЎеһӢ2вҖ”вҖ”еҲҮеүІжі•
5.4.4.2.1 д»ӘеҷЁ
5.4.4.2.1.1 еҲҮеүІжң№ь/strong>
иҰҒжұӮжңүдёҖдёӘеҫҖеӨҚ移еҠЁејҸжҲ–ж—ӢиҪ¬ејҸжЈҖй•ңз”ЁеҲҖпјҢе®ғе…·жңүеҗҲйҖӮеҮ дҪ•еҪўзҠ¶зҡ„зЎ¬иҙЁеҗҲйҮ‘еҲҖзүҮе’ҢиғҪжҠҠиҜ•ж ·еӨ№зҙ§еӣәе®ҡзҡ„еә§жһ¶гҖҒь/p>
5.4.4.2.1.2 жөӢйҮҸжҳҫеҫ®й•ӣь/strong>
йңҖиҰҒдёҖеҸ°е…·жңүеҗҲйҖӮе…үз…§зі»з»ҹгҖҒиғҪз»ҷеҮәдјҳз§Җзҡ„еҪұеғҸеҜ№жҜ”еәҰзҡ„жҳҫеҫ®й•ңгҖӮйҖүжӢ©ж”ҫеӨ§еҖҚж•°дҪҝеҫ—и§Ҷеңәдё?. 5пҪ?еҖҚзҡ„жјҶиҶңеҺҡеәҰгҖӮзӣ®й•ңжҲ–е…үз”өжөӢйҮҸиЈ…зҪ®зҡ„жөӢйҮҸзІҫеәҰиҮіе°‘дёә1ОјmгҖҒь/p>
5.4.4.2.2 жӯҘйӘӨ
жҠҠиҜ•ж ·жҲ–д»ҺиҜ•ж ·дёҠеҸ–еҫ—зҡ„д»ЈиЎЁжҖ§ж ·е“ҒеӨ№зҙ§еӣәе®ҡеңЁжЈҖй•ңз”ЁеҲҖзҡ„ж ·е“Ғеә§жһ¶дёҠпјҢ并жІҝзқҖдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„йқўеҲҮеүІгҖӮз”Ёжҳҫеҫ®й•ңжөӢйҮҸиЈёйңІж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
5.4.5 ж–№жі•6BвҖ”вҖ”жЁЎеһӢеҲҮеүұь/strong>
5.4.5.1 д»ӘеҷЁ
5.4.5.1.1 жҖ»еҲҷ
жҘ”еҪўеҲҮеүІжі•йңҖиҰҒеҲҮеүІжңәе’ҢжөӢйҮҸжҳҫеҫ®й•ңпјҢиҝҷдёӨиҖ…еҸҜеҗҲ并еңЁдёҖеҸ°д»ӘеҷЁдёӯгҖҒь/p>
5.4.5.1.2 еҲҮеүІжң№ь/strong>
еҲҮеүІжңәжҳҜеҲҖе…·иғҪжӣҙжҚўзҡ„зү№ж®Ҡд»ӘеҷЁпјҢиғҪиҺ·еҫ—规е®ҡи§’еәҰзҡ„зІҫеҜҶеҲҮеүІгҖҒь/p>
еҲҮеүІе·Ҙе…·(еҲҮеүІеҲҖзүҮгҖҒзү№ж®Ҡзҡ„ж¶Ӯж–ҷй’»еӯ”жңәжҲ–еҲҮеүҠе·Ҙе…·)еә”ж»Ўи¶ід»ҘдёӢжқЎд»¶пјҡ
вҖ”вҖ”з”ұзЎ¬иҙЁеҗҲйҮ‘жқҗж–ҷеҲ¶жҲҗпјҡь/p>
вҖ”вҖ”жңүзІҫеҜҶзҡ„зЈЁеүҠгҖҒеҲҮеүІдҫ§йқўпјӣ
вҖ”вҖ”еҗҲйҖӮзҡ„еҮ дҪ•еҪўзҠ¶пјҢд»ҘзЎ®дҝқиҺ·еҫ—зІҫзЎ®зҡ„жҘ”еҪўеҲҮеүІгҖҒь/p>
ж ҮеҮҶзҡ„еҲҮеүІи§’еәҰиҢғеӣҙО°э5.7В°(tanОұ=0.1)пҪһО°э45В°(tanОұ=1)д№Ӣй—ҙгҖҒь/p>
5.4.5.1.3 жөӢйҮҸжҳҫеҫ®й•ӣь/strong>
иҰҒжұӮжҳҫеҫ®й•ңзҡ„ж”ҫеӨ§еҖҚж•°зәҰдёә50дё”жңүе…үз…§иЈ…зҪ®гҖӮзӣ®й•ңзҡ„жөӢйҮҸзІҫеәҰдё?0ОјmгҖҒь/p>
5.4.5.2 жӯҘйӘӨ
з”ЁжҜЎеҲ¶з¬”е°–йҮҮз”ЁеҜ№жҜ”иүІж Үи®°еҮәиҜ•ж ·зҡ„жөӢйҮҸеҢәеҹҹгҖӮз©ҝиҝҮж Үи®°пјҢеҜ№иҜ•ж ·иҝӣиЎҢеҲҮеүІжҲ–й’»еӯ”并йҖҸе…Ҙеә•жқҗеҶ…гҖӮйҮҮз”Ёжҳҫеҫ®й•ңз”Ёж Үи®°жқҘеҜ№еҲҮеүІеӨ„жҲ–й’»еӯ”еӨ„иҝӣиЎҢе®ҡдҪҚпјҢжөӢйҮҸжҠ•еҪұеҚҠе®ҪеәҰеҝғз”Ёеј?3)и®Ўз®—жјҶиҶңеҺҡеәҰ(5.4.1)гҖҒь/p>
жіЁпјҡеҜ№ејҜжӣІйқўдёҚиғҪз”ЁејҸ(3)гҖӮ然иҖҢеҜ№ејҜжӣІйқўзҡ„й”ҘеҪўй•—еүҠпјҢеҸҜйҮҮз”Ёдҝ®ж”№еҗҺзҡ„и®Ўз®—е…¬ејҸгҖҒь/p>
5.5 зЈҒжҖ§жі•
5.5.1 жҖ»еҲҷ
еҜ№еӨ§еӨҡж•°е№ІиҶңеҺҡеәҰзЈҒжҖ§жөӢиҜ•д»ӘпјҢеңЁиҜ»еҸ–иҜ»ж•°еүҚеҝ…йЎ»иҝӣиЎҢжЈҖжҹҘгҖӮеңЁйў„жңҹзҡ„ж¶ӮиҶңеҺҡеәҰиҢғеӣҙеҶ…жҢүз”ҹдә§е•Ҷ иҜҙжҳҺж ЎйӘҢд»ӘеҷЁгҖҒь/p>
5.5.2 еҺҹзҗҶ
ж №жҚ®зЈҒеңәдёҺеә•жқҗзҡ„зӣёдә’дҪңз”ЁжөӢе®ҡжјҶиҶңеҺҡеәҰгҖӮж №жҚ®д»Һж¶ӮеұӮ移ејҖзЈҒдҪ“жүҖйңҖиҰҒзҡ„еҠ?и§?.5.5дёӯж–№жі?A)жҲ–зЈҒдҪ“зЈҒеңәзҡ„ж”№еҸҳ(еҲҶеҲ«и§?.5.6гҖ?.5.7е’?.5. 8дёӯж–№жі?BгҖ?Cе’?D)жқҘжөӢе®ҡжјҶиҶңеҺҡеәҰгҖҒь/p>
5.5.3 дҪҝз”ЁиҢғеӣҙ
зЈҒжҖ§жі•йҖӮз”ЁдәҺйҮ‘еұһеә•жқҗдёҠзҡ„ж¶ӮеұӮгҖҒь/p>
еҜ№ж–№жі?AгҖ?Bе’?C,еә•жқҗеҝ…йЎ»жҳҜй“ҒзЈҒжҖ§зҡ„пјӣеҜ№ж–№жі•7DпјҢеә•жқҗжҳҜйқһй“ҒзЈҒжҖ§зҡ„гҖҒь/p>
ж¶ӮеұӮзҡ„жҖ§иғҪдҪҝеҫ—д»ӘеҷЁеңЁжҺҘи§Ұж¶ӮеұӮиЎЁйқўж—¶иҜ»ж•°жңүж•ҲгҖҒь/p>
5.5.4 жҖ»еҲҷ
д»ӘеҷЁдә§з”ҹзҡ„зЈҒеңәеҸ—дёӢеҲ—еӣ зҙ зҡ„еҪұе“Қпјҡ
дёҖдёҖеә•жқҗзҡ„еҮ дҪ•еҪўзҠ?е°әеҜёгҖҒжӣІзҺҮе’ҢеҺҡеәҰпјҡь/p>
вҖ”вҖ”еә•жқҗзҡ„жҖ§иғҪ(еҰӮеҜјзЈҒжҖ§гҖҒеҜјз”өжҖ§еҸҠз”ұдәҺд»»дҪ•еүҚеӨ„зҗҶжүҖдә§з”ҹзҡ„жҖ§иғҪпјҡь/p>
вҖ”вҖ”еә•жқҗзҡ„зІ—зіҷеәҰпјӣ
вҖ”вҖ”е…¶д»–зЈҒең?еә•жқҗзҡ„ж®ӢдҪҷзЈҒжҖ§е’ҢеӨ–йғЁзЈҒеңә)гҖҒь/p>
5.5.5 ж–№жі•7AвҖ”вҖ”зЈҒеҗёеҠӣи„ұзҰ»жөӢиҜ•д»?/strong>
5.5.5.1 д»ӘеҷЁ
д»ӘеҷЁеҗ«жңүзЈҒдҪ“пјҢж №жҚ®зЈҒдҪ“дёҺеә•жқҗй—ҙзҡ„еҗёеј•еҠӣжқҘжөӢе®ҡжјҶиҶңеҺҡеәҰ[и§Ғеӣҫ13a)е’?3b)]гҖҒь/p>
жіЁпјҡеӣ?3a)жүҖзӨәзҡ„д»ӘеҷЁд»»дҪ•ж–№дҪҚйғҪеҸҜдҪҝз”ЁгҖӮеӣҫ13b)жүҖзӨәзҡ„д»ӘеҷЁз”ұдәҺйҮҚеҠӣдҪңз”Ёи®ҫи®ЎжҲҗд»…иғҪеңЁдёҖдёӘж–№еҗ‘дҪҝз”ЁгҖҒь/p>

еӣ?3 зЈҒеҗёеҠӣи„ұзҰ»жөӢиҜ•д»Ә
5.5.5.2 жӯҘйӘӨ
е°Ҷд»ӘеҷЁзҡ„зЈҒдҪ“зҙ§йқ ж¶ӮеұӮж”ҫзҪ®д»ӘеҷЁпјҢд»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘жҸҗиө·зЈҒдҪ“иҝңзҰ»ж¶ӮеұӮгҖӮжјҶиҶңеҺҡеәҰеҸҜж №жҚ®д»ҺиҜ•ж ·дёҠ移еҺ»зЈҒдҪ“жүҖйңҖиҰҒзҡ„еҠӣеҫ—еҲ°гҖҒь/p>
5.5.6 ж–№жі•7BвҖ”вҖ”зЈҒйҖҡйҮҸжөӢиҜ•д»?/strong>
5.5.6.1 д»ӘеҷЁ
д»ӘеҷЁеҗ«жңүзЈҒдҪ“пјҢж №жҚ®з”ұдәҺеә•жқҗзҡ„еҪұе“ҚжүҖеҜјиҮҙзҡ„зЈҒдҪ“зЈҒеңәзҡ„ж”№еҸҳжқҘжөӢе®ҡжјҶиҶңеҺҡеәҰпјҢз”ЁйңҚе°”жҺўеӨҙжөӢйҮҸзЈҒең?и§Ғеӣҫ14)гҖҒь/p>
5.5.6.2 жӯҘйӘӨ
д»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘е°Ҷд»ӘеҷЁж”ҫеңЁж¶ӮеұӮдёҠпјҢд»ҺеҲ»еәҰзӣҳзӣҙжҺҘиҜ»еҸ–еҺҡеәҰеҖјжҲ–жҢүз”ҹдә§е•ҶиҜҙжҳҺиҝӣиЎҢи®Ўз®—гҖҒь/p>
5.5.7 ж–№жі•7CвҖ”вҖ”иҜұеҜјзЈҒжҖ§жөӢиҜ•д»Ә
5.5.7.1 д»ӘеҷЁ
д»ӘеҷЁеҗ«жңүз”өзЈҒдҪ“пјҢж №жҚ®з”өзЈҒдҪ“жҺҘиҝ‘й“ҒзЈҒжҖ§еә•жқҗж—¶зЈҒеңәзҡ„ж”№еҸҳжқҘжөӢе®ҡжјҶиҶңеҺҡеәҰ(и§Ғеӣҫ15)гҖӮз”өзЈҒдҪ“дјҡдә§з”ҹдҪҺйў‘зҺҮ(LFпјҢеҰӮ60HzпҪ?00 Hz)дәӨеҸҳз”өзЈҒең?еҸӮи§ҒISO 2718)гҖҒь/p>

еӣ?4 йңҚе°”жҺўеӨҙ
еӣ?5 иҜұеҜјзЈҒжҖ§жөӢиҜ•д»Әзҡ„еҺҹзҗ…ь/p>
5.5.7.2 жӯҘйӘӨ
д»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘е°Ҷд»ӘеҷЁж”ҫеңЁж¶ӮеұӮдёҠпјҢж №жҚ®зЈҒйҖҡйҮҸзҡ„ж”№еҸҳи®Ўз®—жјҶиҶңеҺҡеәҰгҖҒь/p>
5.5.8 ж–№жі•7DвҖ”вҖ”ж¶ЎжөҒжөӢиҜ•д»Ә
5.5.8.1 д»ӘеҷЁ
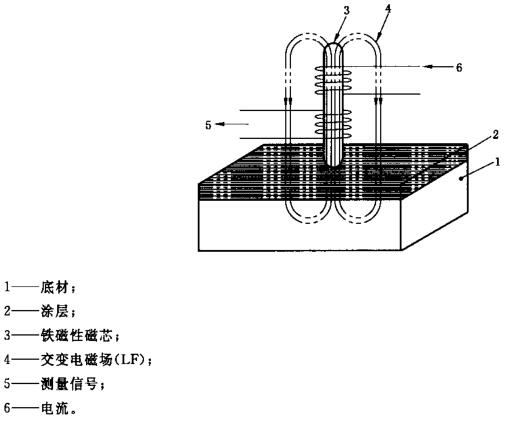
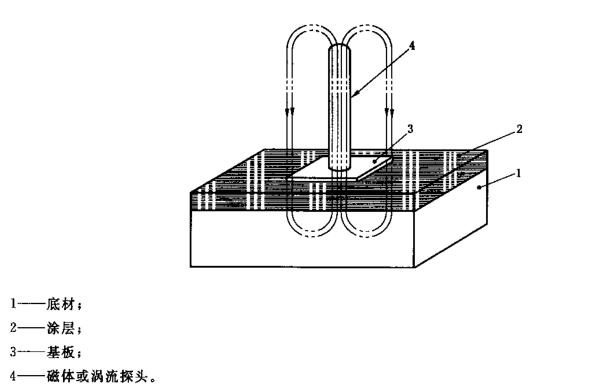
д»ӘеҷЁеҗ«жңүз”өзЈҒдҪ“пјҢж №жҚ®еҜјз”өжҖ§еә•жқҗдә§з”ҹзҡ„ж¶ЎжөҒжүҖеј•иө·зҡ„зЈҒеңәзҡ„ж”№еҸҳжқҘжөӢе®ҡжјҶиҶңеҺҡеә?и§Ғеӣҫ16)гҖӮз”өзЈҒдҪ“дјҡдә§з”ҹй«ҳйў‘зҺҮ(HFпјҢеҰӮ0.1MHzпҪ?0 MHz)дәӨеҸҳз”өзЈҒең?еҸӮи§ҒISO 2360)гҖҒь/p>

еӣ?6 ж¶ЎжөҒжөӢиҜ•д»Әзҡ„еҺҹзҗҶ
5.5.8.2 жӯҘйӘӨ
д»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„дҪҚзҪ®е°Ҷд»ӘеҷЁж”ҫеңЁж¶ӮеұӮдёҠгҖҒь/p>
5.6 иҫҗе°„жі”ь/strong>
5.6.1 еҺҹзҗҶ
з”Ёж”ҫе°„жҖ§еҗҢдҪҚзҙ дҪңдёәиҫҗе°„жәҗпјҢж №жҚ®з”өзҰ»иҫҗе°„дёҺж¶ӮеұӮй—ҙзҡ„зӣёдә’дҪңз”ЁжөӢе®ҡжјҶиҶңеҺҡеәҰгҖҒь/p>
5.6.2 йҖӮз”ЁиҢғеӣҙ
иҫҗе°„еҺҹзҗҶйҖӮз”ЁдәҺд»»дҪ•жјҶиҶңвҖ”еә•жқҗз»„еҗҲпјҢеҸӘиҰҒж¶Ӯж–ҷдёҺеә•жқҗзҡ„еҺҹеӯҗеәҸж•°зӣёе·®иҮіе°‘5(еҸӮи§ҒISO 3543)гҖҒь/p>
5.6.3 жҖ»еҲҷ
жјҶиҶңеҺҡеәҰзҡ„жөӢйҮҸеҸ—дёӢеҲ—еӣ зҙ зҡ„еҪұе“Қпјҡ
дёҖдёҖеә•жқҗзҡ„еҮ дҪ•еҪўзҠ?е°әеҜёгҖҒжӣІзҺ?пјҡь/p>
дёҖдёҖж¶ӮеұӮиЎЁйқўзҡ„жқӮиҙЁпјӣ
вҖ”вҖ”ж¶ӮеұӮеҜҶеәҰзҡ„еҸҳеҢ–гҖҒь/p>
5.6.4 ж–№жі•8вҖ”вҖ”ОІж”ҫе°„жі•
5.6.4.1 д»ӘеҷЁ
ОІеҸҚж•Је°„д»Ә(и§Ғеӣҫ17)з”ұд»ҘдёӢйғЁеҲҶз»„жҲҗпјҡ
дёҖдёҖиҫҗе°„жә?ж”ҫе°„жҖ§еҗҢдҪҚзҙ )дё»иҰҒеҸ‘е°„еҮәиғҪйҮҸдёҺеҫ…жөӢжјҶиҶңеҺҡеәҰзӣёйҖӮеҗҲзҡ„ОІзІ’еӯҗпјӣ
вҖ”вҖ”жҺўеӨҙжҲ–жөӢйҮҸзі»з»ҹжңүдёҖзі»еҲ—еӯ”йҡҷпјҢ并且еҗ«жңүОІжЈҖжөӢеҷЁпјҢиғҪз»ҹи®ЎеҮәеҸҚж•Је°„ОІзІ’еӯҗзҡ„ж•°йҮ?еҰӮзӣ–йқ©и®Ўж•°еҷЁ)пјҡь/p>
дёҖдёҖж•°жҚ®еӨ„зҗҶе’ҢжҳҫзӨәзі»з»ҹгҖҒь/p>

еӣ?7 ОІеҸҚж•Је°„жі•
5.6.4.2 ж ЎйӘҢ
еҰӮжһңйңҖиҰҒпјҢз”Ёж ҮеҮҶзү©иҙЁж ЎйӘҢе’Ңи°ғж•ҙд»ӘеҷЁпјҢж ҮеҮҶзү©иҙЁеә”е°ҪеҸҜиғҪе…·жңүдёҺеҫ…жЈҖиҜ•ж ·з»„жҲҗзӣёеҗҢзҡ„ж¶ӮеұӮе’Ңеә•жқҗгҖҒь/p>
5.6.4.3 жӯҘйӘӨ
жҢүз”ҹдә§е•ҶиҜҙжҳҺж“ҚдҪңд»ӘеҷЁ
5.7 е…үзғӯжі”ь/strong>
5.7.1 еҺҹзҗҶ
йҖҡиҝҮжөӢе®ҡеҗ‘ж¶ӮеұӮиҫҗе°„зҡ„зғӯжіўдёҺиҝ”еӣһзҡ„жі?еҸҜд»ҘжҳҜзғӯжіўжҲ–и¶…еЈ°жіўд№Ӣй—ҙзҡ„ж—¶й—ҙе·®жқҘжөӢе®ҡжјҶиҶңеҺҡеәҰ(и§ еӣ 18)гҖҒь/p>
еӣ?8 е…үзғӯеҺҡеәҰжөӢйҮҸжі•дёӯиҫҗе°„дёҺиҜ•ж ·зҡ„зӣёдә’дҪңз”Ё
дёҚз®ЎйҮҮз”ЁдҪ•з§ҚжҝҖеҠұжҲ–жЈҖжөӢж–№жі•пјҢжүҖжңүе…үзғӯжі•еҺҹзҗҶзӣёеҗҢпјҡеҚід»Ҙзғӯзҡ„еҪўејҸеҗ‘иҜ•ж ·ж–ҪеҠ е‘ЁжңҹжҖ§жҲ–и„үеҶІејҸиғҪ йҮҸпјҢ然еҗҺжЈҖжөӢеұҖйғЁжё©еәҰзҡ„еҚҮй«ҳжғ…еҶөгҖҒь/p>
е°ҶеңЁиҜ•ж ·дёҠжөӢеҫ—зҡ„ж—¶й—ҙе·®дёҺйҮҮз”ЁзӣёеҗҢд»ӘеҷЁеңЁеӣәе®ҡжқЎд»¶дёӢ(жҝҖеҠұиғҪйҮҸгҖҒи„үеҶІй•ҝеәҰгҖҒжҝҖеҠұйў‘зҺҮзӯү)еҜ№е·ІзҹҘеҺҡеәҰзҡ„иҶңжөӢеҫ—зҡ„еҖјиҝӣиЎҢжҜ”иҫғеҫ—еҲ°жјҶиҶңеҺҡеә?и§?.7.4.2)гҖҒь/p>
5.7.2 йҖӮз”ЁиҢғеӣҙ
е…үзғӯеҺҹзҗҶеҹәжң¬йҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеҸӘиҰҒеӨҡж¶ӮеұӮдҪ“зі»дёӯеҗ„ж¶ӮеұӮд№Ӣй—ҙеңЁеҜјзғӯжҖ§е’ҢеҸҚе°„жҖ§ж–№йқ иғҪеҫҲеҘҪең°зӣёдә’еҢәеҲҶпјҢиҜҘж–№жі•д№ҹеҸҜз”ЁдәҺжөӢе®ҡеҗ„еҚ•дёҖж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
жүҖиҰҒжұӮзҡ„жңҖдҪҺеә•жқҗеҺҡеәҰеӣ жүҖз”Ёзҡ„жөӢйҮҸзі»з»ҹ(и§?.7.4.1.1)е’ҢжјҶиҶ?еә•жқҗз»„еҗҲиҖҢејӮгҖҒь/p>
5.7.3 жҖ»еҲҷ
жөӢиҜ•ж–№жі•еҲҶдёәз ҙеқҸжҖ§ж–№жі•е’Ңйқһз ҙеқҸжҖ§ж–№жі•пјҢе…¶еҪ’зұ»еҸ–еҶідәҺж¶ӮеұӮзҡ„з”ЁйҖ”гҖӮз”ұдәҺдә§з”ҹзҡ„еұҖйғЁзғӯж•Ҳеә”пјҢж¶ӮеұӮеҗёж”¶зғӯиғҪеҜ№ж¶ӮеұӮеҸҜиғҪдјҡжңүеҪұе“ҚгҖҒь/p>
5.7.4 ж–№жі•9вҖ”вҖ”з”ЁзғӯжҖ§иғҪжөӢе®ҡ
5.7.4.1 д»ӘеҷЁе’ҢеҸӮз…§ж ҮеҮ…ь/strong>
5.7.4.1.2 жөӢйҮҸзі»з»ҹ
жңүи®ёеӨҡж–№жі•еҸҜеңЁж¶ӮеұӮжқҗж–ҷдёҠдә§з”ҹзғӯжіўеҸҠжЈҖжөӢиҜ•ж ·дёӯеҠ зғӯйғЁдҪҚдә§з”ҹзҡ„зғӯж•Ҳеә”(еҸӮи§ҒEN 15042-2)гҖӮзғӯиҫҗе°„жә?еҰӮжҝҖе…үжәҗгҖҒеҸ‘е…үдәҢжһҒз®ЎгҖҒзҷҪзӮҪе…үжә?дё»иҰҒз”ЁдҪңж¶ӮеұӮзҡ„жҝҖеҠұзі»з»ҹгҖҒь/p>
еҸҜз”ЁдёӢеҲ—жЈҖжөӢж–№жі•пјҡ
вҖ”вҖ”жЈҖжөӢиҝ”еӣһзҡ„зғӯиҫҗе°?е…үзғӯиҫҗе°„жөӢйҮҸ)пјҡь/p>
вҖ”вҖ”жЈҖжөӢжҠҳе°„жҢҮж•°зҡ„еҸҳеҢ–(еңЁжөӢйҮҸеҢәеҹҹдёҠж–№зҡ„зғӯз©әж°”дёӯжөӢйҮҸ)
вҖ”вҖ”зғӯз”өжЈҖжө?жөӢйҮҸзғӯжөҒ)гҖҒь/p>
5.7.4.1.2 еҸӮз…§ж ҮеҮҶ
ж ЎйӘҢж—¶йңҖиҰҒз”Ёе…·жңүдёҚеҗҢеҗёж”¶жҖ§иғҪе’ҢдёҚеҗҢиҶңеҺҡиҢғеӣҙзҡ„еҸӮз…§ж ҮеҮҶ(еҸӮи§ҒEN 15042-2)гҖҒь/p>
5.7.4.2 ж ЎйӘҢ
еҜ№жҜҸдёҖз§ҚжјҶиҶ?еә•жқҗз»„еҗҲ(е°Өе…¶жҳҜеҜ№жҜҸдёҖз§Қж¶Ӯж–?пјҢеҰӮжһңйңҖиҰҒпјҢз”ЁеҸӮз…§ж ҮеҮ?и§?.7.4.1.2)ж ЎйӘҢе’Ңи°ғж•ҙжөӢйҮҸзі»з»ҹгҖҒь/p>
5.7.3 жӯҘйӘӨ
жҢүз”ҹдә§е•ҶиҜҙжҳҺж“ҚдҪңд»ӘеҷЁпјҢд»ҺжҳҫзӨәеҷЁдёҠзӣҙжҺҘиҜ»еҸ–еҺҡеәҰеҖјжҲ–жҢүз”ҹдә§е•ҶиҜҙжҳҺиҝӣиЎҢи®Ўз®—гҖҒь/p>
5.8 еЈ°жіўжі”ь/strong>
5.8.1 еҺҹзҗҶ
еңЁеЈ°жіўжі•дёӯпјҢжјҶиҶңеҺҡеәҰж №жҚ®и¶…еЈ°и„үеҶІз©ҝиҝҮж¶ӮеұӮзҡ„дј ж’ӯж—¶й—ҙжқҘжөӢе®ҡгҖҒь/p>
5.8.2 йҖӮз”ЁиҢғеӣҙ
еЈ°еӯҰеҺҹзҗҶйҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖҒь/p>
еЈ°йҖҹеңЁеҗҢдёҖз§Қж¶ӮеұӮдёӯжҳҜзӣёеҗҢзҡ„пјҢдёҺйӮ»иҝ‘ж¶ӮеұӮжҲ–еә•жқҗдёӯзҡ„еЈ°йҖҹжңүжҳҫи‘—е·®ејӮгҖҒь/p>
жіЁпјҡж¶ӮеұӮзҡ„дёҚеқҮеҢҖжҖ?еҰӮжңүй“қзІүеӯҳеңЁ)е’Ңеә•жқҗзҡ„дёҚеқҮеҢҖжҖ?еҰӮжңЁжқҗзҡ„жңЁзә№)еҸҜиғҪдјҡеҪұе“Қз»“жһңгҖҒь/p>
5.8.3 жҖ»еҲҷ
еЈ°еңәеҸ—еә•жқҗзҡ„еҮ дҪ•еҪўзҠ¶(е°әеҜёгҖҒжӣІзҺҮе’ҢзІ—зіҷеә?зҡ„еҪұе“ҚгҖҒь/p>
5.8.4 ж–№жі•10вҖ”вҖ”и¶…еЈ°жіўжөӢеҺҡд»?/strong>
5.8.4.1 д»ӘеҷЁ
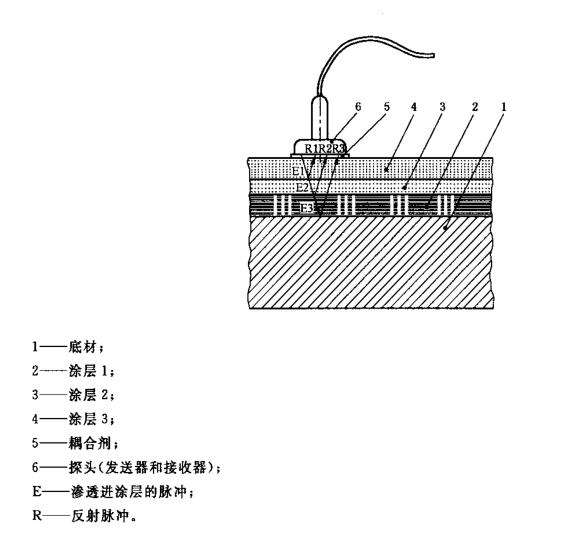
д»ӘеҷЁжңүи¶…еЈ°жіўеҸ‘йҖҒеҷЁе’ҢжҺҘ收еҷЁпјҢеҸҜж №жҚ®еЈ°йҹідј ж’ӯж—¶й—ҙжқҘжөӢе®ҡжјҶиҶңеҺҡеә?и§Ғеӣҫ19)гҖҒь/p>
5.8.4.2 жӯҘйӘӨ
е°ҶиҖҰеҗҲеүӮж¶Ӯж•·иҮійңҖиҰҒжөӢе®ҡеҺҡеәҰзҡ„ж¶ӮеұӮдёҠгҖӮе°Ҷд»ӘеҷЁжҺўеӨҙйқўе№іж”ҫеңЁж¶ӮеұӮдёҠгҖӮжҢүз”ҹдә§е•ҶиҜҙжҳҺж“ҚдҪңд»ӘеҷЁе’ҢжөӢе®ҡз»“жһңгҖҒь/p>
еӣ?9 и¶…еЈ°жіўжөӢеҺҡд»Ә
6 жңӘеӣәеҢ–зІүжң«ж¶ӮеұӮеҺҡеәҰзҡ„жөӢе®ҡ
6.1 жҖ»еҲҷ
йҷ„еҪ•Aз»ҷеҮәдәҶжөӢе®ҡжңӘеӣәеҢ–зІүжң«ж¶ӮеұӮеҺҡеәҰзҡ„ж–№жі•жҰӮиҝ°гҖҒь/p>
6.2 йҮҚйҮҸеҲҶжһҗжі”ь/strong>
6.2.1 еҺҹзҗҶ
жңӘеӣәеҢ–зІүжң«ж¶ӮеұӮзҡ„еҺҡеәҰtpпјҢеҚ•дҪҚдёәеҫ®зұі(Ојm)пјҢжҳҜж №жҚ®жңӘж¶ӮжјҶиҜ•ж ·дёҺе·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸе·®жҢүдёӢиҝ°еј?4)и®Ўз®—еҫ—еҲ°пјҷь/p>
tp= (m - m0) / AГ—ПҒpвҖҰвҖҰвҖҰвҖҰвҖҰвҖ?4)
ејҸдёӯпјҷь/p>
m0вҖ”вҖ”жңӘж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
mвҖ”вҖ”е·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢеҚ•дҪҚдёәе…Ӣ(g)пјҡь/p>
AвҖ”вҖ”ж¶Ӯж•·зҡ„иЎЁйқўйқўз§ҜпјҢеҚ•дҪҚдёәе№іж–№зұ?m2)пјҡь/p>
ПҒpвҖ”вҖ”ж¶Ӯж•·зҡ„жңӘеӣәеҢ–зІүжң«ж¶Ӯж–ҷзҡ„еҜҶеәҰпјҢеҚ•дҪҚдёәе…ӢжҜҸжҜ«еҚҮ(g/ml)гҖҒь/p>
жіЁпјҡзІүжң«ж¶Ӯж–ҷзҡ„еҜҶеәҰеҸҜжҢүISO 8130-3жөӢе®ҡгҖҒь/p>
6.2.2 йҖӮз”ЁиҢғеӣҙ
йҮҚйҮҸеҲҶжһҗжі•е…·жңүйҖҡз”ЁжҖ§гҖҒь/p>
6.2.3 жҖ»еҲҷ
йҮҮз”ЁйҮҚйҮҸеҲҶжһҗжі•еҫ—еҲ°ж•ҙдёӘж¶Ӯж•·иЎЁйқўеҢәеҹҹжјҶиҶңеҺҡеәҰзҡ„е№іеқҮеҖјгҖӮеҪ“ж¶Ӯж•·зІүжң«ж—¶пјҢиҜ•ж ·зҡ„иғҢйқўеә”йҒ®дҪҸд»ҘйҒҝе…Қеӣ иғҢйқўзҡ„еұҖйғЁж–Ҫж¶?е–·йҖ?иҖҢйҖ жҲҗзҡ„жөӢйҮҸиҜҜе·®гҖҒь/p>
6.2.4 ж–№жі•11вҖ”вҖ”иҙЁйҮҸе·®еҖјжі•
6.2.4.1 д»ӘеҷЁ
иҰҒжұӮеӨ©е№іжңҖеӨ§з§°йҮҸиҢғеӣҙдёә500gпјҢзІҫеәҰдёә1mgгҖҒь/p>
6.2.4.2 жӯҘйӘӨ
е…Ҳз§°йҮҸе№ІеҮҖзҡ„жңӘж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢж¶ӮжјҶпјҢ然еҗҺеҶҚз§°йҮҸе·Іж¶ӮжјҶиҜ•ж ·зҡ„иҙЁйҮҸпјҢж №жӨҗејҸ(4)и®Ўз®—жјҶиҶңеҺҡеәҰгҖ 第дәҢж¬Ўз§°йҮҸеә”еңЁзІүжң«ж¶Ӯж•·еҗҺз«ӢеҚіиҝӣиЎҢгҖҒь/p>
6.3 зЈҒжҖ§жі•
6.3.1 еҺҹзҗҶ
ж №жҚ®зЈҒеңәдёҺйҮ‘еұһеә•жқҗй—ҙзҡ„зӣёдә’дҪңз”ЁжөӢе®ҡжјҶиҶңеҺҡеәҰгҖӮж №жҚ®зЈҒеңәзҡ„ж”№еҸҳеҫ—еҲ°жјҶиҶңеҺҡеәҰеҖјгҖҒь/p>
6.3.2 йҖӮз”ЁиҢғеӣҙ
зЈҒжҖ§жі•йҖӮз”ЁдәҺж¶ӮжјҶзҡ„йҮ‘еұһеә•жқҗгҖҒь/p>
еҜ№ж–№жі?2AпјҢеә•жқҗеҝ…йЎ»жҳҜй“ҒзЈҒжҖ§зҡ„пјӣеҜ№ж–№жі•12BпјҢеә•жқҗеҝ…йЎ»жҳҜйқһй“ҒзЈҒжҖ§зҡ„гҖҒь/p>
6.3.3 жҖ»еҲҷ
д»ӘеҷЁдә§з”ҹзҡ„зЈҒеңәеҸ—дёӢеҲ—еӣ зҙ зҡ„еҪұе“Қпјҡ
вҖ”вҖ”еә•жқҗзҡ„еҮ дҪ•еҪўзҠ¶(е°әеҜёе’ҢеҺҡеә?пјҡь/p>
вҖ”вҖ”еә•жқҗзҡ„жҖ§иғҪ(еҰӮеҜјзЈҒжҖ§гҖҒеҜјз”өжҖ§еҸҠз”ұд»»дҪ•еүҚеӨ„зҗҶжүҖдә§з”ҹзҡ„жҖ§иғҪ)пјҡь/p>
вҖ”вҖ”еә•жқҗзҡ„зІ—зіҷеәҰпјӣ
вҖ”вҖ”е…¶д»–зЈҒең?еә•жқҗзҡ„ж®ӢдҪҷзЈҒжҖ§е’ҢеӨ–йғЁзЈҒеңә)гҖҒь/p>
еҸӘе…Ғи®ёеңЁе№іж•ҙиЎЁйқўдёҠиҝӣиЎҢжөӢйҮҸгҖҒь/p>
6.3.4 ж–№жі•12AвҖ”вҖ”иҜұеҜјзЈҒжҖ§жөӢиҜ•д»Ә
6.3.4.1 д»ӘеҷЁ
д»ӘеҷЁеҗ«жңүз”өзЈҒдҪ“пјҢж №жҚ®з”өзЈҒдҪ“жҺҘиҝ‘й“ҒзЈҒжҖ§еә•жқҗж—¶зЈҒеңәзҡ„ж”№еҸҳжқҘжөӢе®ҡжјҶиҶңеҺҡеәҰ(и§Ғеӣҫ20)гҖӮз”өзЈҒдҪ“дјҡдә§з”ҹдҪҺйў‘зҺҮ(LFпјҢеҰӮ60HzпҪ?00Hz)дәӨеҸҳз”өзЈҒең?еҸӮи§ҒISO 2178)гҖҒь/p>
ж”ҫзҪ®жҺўеӨҙж—¶пјҢеә”е°ҶжҺўеӨҙеҜ№жңӘеӣәеҢ–зІүжң«ж¶ӮеұӮеҺҡеәҰзҡ„еҪұе“ҚжҺ§еҲ¶еҲ°жңҖе°ҸгҖҒь/p>
еӣ?0 з”ЁдәҺжөӢе®ҡзІүжң«ж¶ӮеұӮеҺҡеәҰзҡ„иҜұеҜјзЈҒжҖ§жөӢиҜ•д»Әзҡ„жҺўеӨіь/p>
6.3.4.2 жӯҘйӘӨ
д»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘е°Ҷд»ӘеҷЁж”ҫеңЁж¶ӮеұӮдёҠпјҢд»ҺжҳҫзӨәеҷЁдёҠзӣҙжҺҘиҜ»еҸ–еҺҡеәҰеҖјжҲ–жҢүз”ҹдә§е•ҶиҜҙжҳҺиҝӣиЎҢи®Ўз®—гҖҒь/p>
6.3.5 ж–№жі•12BвҖ”вҖ”ж¶ЎжөҒжөӢиҜ•д»Ә
6.3.5.1 д»ӘеҷЁ
д»ӘеҷЁеҗ«жңүз”өзЈҒдҪ“пјҢж №жҚ®еҜјз”өжҖ§еә•жқҗдә§з”ҹзҡ„ж¶ЎжөҒжүҖеј•иө·зҡ„зЈҒеңәзҡ„ж”№еҸҳжқҘжөӢе®ҡжјҶиҶңеҺҡеә?и§Ғеӣҫ16)гҖӮз”өзЈҒдҪ“дјҡдә§з”ҹй«ҳйў‘зҺҮ(HFпјҢеҰӮ0.1MHz?300.1MHz)дәӨеҸҳз”өзЈҒең?еҸӮи§ҒISO 2360)гҖҒь/p>
ж”ҫзҪ®жҺўеӨҙж—¶пјҢеә”е°ҶжҺўеӨҙеҜ№жңӘеӣәеҢ–зІүжң«ж¶ӮеұӮеҺҡеәҰзҡ„еҪұе“ҚжҺ§еҲ¶еҲ°жңҖе°ҸгҖҒь/p>
6.3.5.2 жӯҘйӘӨ
д»ҘдёҺж¶ӮеұӮиЎЁйқўеһӮзӣҙзҡ„ж–№еҗ‘е°Ҷд»ӘеҷЁж”ҫеңЁж¶ӮеұӮдёҠпјҢд»ҺжҳҫзӨәеҷЁдёҠзӣҙжҺҘиҜ»еҸ–еҺҡеәҰеҖјжҲ–жҢүз”ҹдә§е•ҶиҜҙжҳҺиҝӣиЎҢи®Ўз®—гҖҒь/p>
6.4 е…үзғӯжі”ь/strong>
6.4.1 еҺҹзҗҶ
йҖҡиҝҮжөӢе®ҡеҗ‘ж¶ӮеұӮиҫҗе°„зҡ„зғӯжіўдёҺиҝ”еӣһзҡ„жі?еҸҜд»ҘжҳҜзғӯжіўжҲ–и¶…еЈ°жі?д№Ӣй—ҙзҡ„ж—¶й—ҙе·®жқҘжөӢе®ҡжјҶиҶңеҺҡеә?и§ еӣ 18)гҖҒь/p>
дёҚз®ЎйҮҮз”ЁдҪ•з§ҚжҝҖеҠұжҲ–жЈҖжөӢж–№жі•пјҢжүҖжңүе…үзғӯжі•еҺҹзҗҶзӣёеҗҢпјҡеҚід»Ҙзғӯзҡ„еҪўејҸеҗ‘иҜ•ж ·ж–ҪеҠ е‘ЁжңҹжҖ§жҲ–и„үеҶІејҸиғҪйҮҸпјҢ然еҗҺжЈҖжөӢеұҖйғЁжё©еәҰзҡ„еҚҮй«ҳжғ…еҶөгҖҒь/p>
е°ҶеңЁиҜ•ж ·дёҠжөӢеҫ—зҡ„ж—¶й—ҙе·®дёҺйҮҮз”ЁзӣёеҗҢд»ӘеҷЁеңЁеӣәе®ҡжқЎд»¶дёӢ(жҝҖеҠұиғҪйҮҸгҖҒи„үеҶІй•ҝеәҰгҖҒжҝҖеҠұйў‘зҺҮзӯү)еҜ№е·ІзҹҘеҺҡеәҰзҡ„иҶңжөӢеҫ—зҡ„еҖјиҝӣиЎҢжҜ”иҫғеҫ—еҲ°жјҶиҶңеҺҡеә?и§?.4.4.2)гҖҒь/p>
6.4.2 йҖӮз”ЁиҢғеӣҙ
е…үзғӯеҺҹзҗҶеҹәжң¬йҖӮз”ЁдәҺжүҖжңүжјҶиҶ?еә•жқҗз»„еҗҲгҖӮеҸӘиҰҒеӨҡж¶ӮеұӮдҪ“зі»дёӯеҗ„ж¶ӮеұӮд№Ӣй—ҙеңЁеҜјзғӯжҖ§е’ҢеҸҚе°„жҖ§ж–№йқўиғҪеҫҲеҘҪең°зӣёдә’еҢәеҲ?иҜҘж–№жі•д№ҹеҸҜз”ЁдәҺжөӢе®ҡеҗ„еҚ•дёҖж¶ӮеұӮзҡ„еҺҡеәҰгҖҒь/p>
жүҖиҰҒжұӮзҡ„жңҖдҪҺеә•жқҗеҺҡеәҰеӣ жүҖз”Ёзҡ„жөӢйҮҸзі»з»ҹ(и§?.4.4.1.1)е’ҢжјҶиҶ?еә•жқҗз»„еҗҲиҖҢејӮгҖҒь/p>
6.4.3 жҖ»еҲҷ
жөӢиҜ•ж–№жі•еҲҶдёәз ҙеқҸжҖ§ж–№жі•е’Ңйқһз ҙеқҸжҖ§ж–№жі•пјҢе…¶еҪ’зұ»еҸ–еҶідәҺж¶ӮеұӮзҡ„з”ЁйҖ”гҖӮз”ұдәҺдә§з”ҹзҡ„еұҖйғЁзғӯж•Ҳеә”пјҢж¶ӮеұӮеҗёж”¶зғӯиғҪеҜ№ж¶ӮеұӮеҸҜиғҪдјҡжңүеҪұе“ҚгҖҒь/p>
6.4.4 ж–№жі•13 вҖ”вҖ”з”ЁзғӯжҖ§иғҪжөӢе®ҡ
6.4.4.1 д»ӘеҷЁе’ҢеҸӮз…§ж ҮеҮ…ь/strong>
6.4.4.1.1 жөӢйҮҸзі»з»ҹ
жңүи®ёеӨҡж–№жі•еҸҜеңЁж¶ӮеұӮжқҗж–ҷдёҠдә§з”ҹзғӯжіўеҸҠжЈҖжөӢиҜ•ж ·дёӯеҸ—зғӯйғЁдҪҚдә§з”ҹзҡ„зғӯж•Ҳеә”(еҸӮи§ҒEN 15042-2)гҖӮзғӯиҫҗе°„жә?еҰӮжҝҖе…үжәҗгҖҒеҸ‘е…үдәҢжһҒз®ЎгҖҒзҷҪзӮҪе…үжә?дё»иҰҒз”ЁдҪңж¶ӮеұӮзҡ„жҝҖеҠұзі»з»ҹгҖҒь/p>
еҸҜз”ЁдёӢеҲ—жЈҖжөӢж–№жі•пјҡ
дёҖдёҖжЈҖжөӢиҝ”еӣһзҡ„зғӯиҫҗе°?е…үзғӯиҫҗе°„жөӢйҮҸ)пјҡь/p>
дёҖдёҖжЈҖжөӢжҠҳе°„жҢҮж•°зҡ„еҸҳеҢ–(еңЁжөӢйҮҸеҢәеҹҹдёҠж–№зҡ„зғӯз©әж°”дёӯжөӢйҮҸ)пјҡь/p>
дёҖдёҖзғӯз”өжЈҖжө?жөӢйҮҸзғӯжөҒ)
6.4.4.1.2 еҸӮз…§ж ҮеҮҶ
ж ЎйӘҢж—¶йңҖиҰҒз”Ёе…·жңүдёҚеҗҢеҗёж”¶жҖ§иғҪе’ҢдёҚеҗҢиҶңеҺҡиҢғеӣҙзҡ„еҸӮз…§ж ҮеҮҶ(еҸӮи§ҒеҶ—д»Ҙ15042пҪ?гҖ?8вҖқгҖҒь/p>
6.4.4.2 ж ЎйӘҢ
еҜ№жҜҸдёҖз§ҚжјҶиҶ?еә•жқҗз»„еҗҲ(е°Өе…¶жҳҜеҜ№жҜҸдёҖз§ҚжјҶиҶңжқҗж–?пјҢеҰӮжһңйңҖиҰҒпјҢеҸҜз”ЁеҸӮз…§ж ҮеҮҶ(и§?.4.4.1.2)ж ЎйӘҢе’Ңи°ғж•ҙжөӢйҮҸзі»з»ҹгҖҒь/p>
6.4.4.3 жӯҘйӘӨ
жҢүз”ҹдә§е•ҶиҜҙжҳҺж“ҚдҪңд»ӘеҷЁпјҢд»ҺжҳҫзӨәеҷЁдёҠзӣҙжҺҘиҜ»еҸ–еҺҡеәҰеҖјжҲ–жҢүз”ҹдә§е•ҶиҜҙжҳҺи®Ўз®—еҺҡеәҰгҖҒь/p>
7 зІ—зіҷиЎЁйқўдёҠжјҶиҶңеҺҡеәҰзҡ„жөӢйҮҸ
7. 1 жҖ»еҲҷ
еә•жқҗиЎЁйқўзҡ„зІ—зіҷеәҰжғ…еҶөдјҡеҪұе“ҚжјҶиҶңеҺҡеәҰжөӢе®ҡз»“жһңгҖӮеӣ иҖҢеҜ№е–·е°„жё…зҗҶзҡ„й’ўеә•жқҗпјҢйңҖиҰҒзү№ж®ҠиҖғиҷ‘гҖӮеҰӮжһңе°Ҷж¶Ӯж–ҷж¶Ӯж•·иҮіе–·е°„жё…зҗҶзҡ„й’ўеә•жқҗдёҠпјҢжјҶиҶңеҺҡеәҰзҡ„жөӢйҮҸиҰҒжҜ”еңЁе…үж»‘иЎЁйқўдёҠзҡ„жөӢйҮҸжӣҙдёәеӨҚжқӮгҖӮз»“жһңеҸ—еә•жқҗжҖ§иғҪзҡ„еҪұе“ҚпјҢзӮ№дёҺзӮ№д№Ӣй—ҙеҸҜиғҪдёҚеҗҢпјӣд№ҹеҸ—жөӢйҮҸи®ҫеӨҮи®ҫи®Ўзҡ„еҪұе“ҚгҖӮе®һйҷ…дёҠеңЁжөӢе®ҡе–·е°„жё…зҗҶй’ўеә•жқҗдёҠжјҶиҶ еҺҡеәҰж—¶д»ӘеҷЁзҡ„и®ҫе®ҡзЁӢеәҸдёҚеҗҢпјҢдјҡеҜјиҮҙе№ІиҶңеҺҡеәҰиҜ»ж•°зҡ„жҳҺжҳҫдёҚеҗҢгҖҒь/p>
еңЁе–·е°„жё…зҗҶзҡ„иЎЁйқўдёҠйҮҮз”Ёжҹҗз§Қзұ»еһӢд»ӘеҷЁжөӢйҮҸпјҢйҷӨдәҶз»“жһңдёҚеҗҢеӨ–пјҢд»ӘеҷЁи°ғйӣ¶д№ҹдјҡеӯҳеңЁи®ёеӨҡй— йўҳпјҢеҰӮпјҡ
вҖ”вҖ”йҮҚеӨҚжҖ§е·®пјҡь/p>
дёҖдёҖжҠҠи–„зүҮж”ҫеңЁиҝҷз§ҚиЎЁйқўдёҠжөӢеҫ—зҡ„еҺҡеәҰеҖјеӨҡеҸ?и–„зүҮи¶ҠеҺҡпјҢи–„зүҮеҺҡеәҰзҡ„иЎЁи§ӮеўһйҮҸи¶ҠеӨ§)
дёҖдёҖеҪ“й’ўеә•жқҗзҡ„иЎЁйқўзІ—зіҷеәҰжңӘзҹҘж—¶дјҡеёҰжқҘдёҚзЎ®е®ҡжҖ§гҖҒь/p>
жң¬з« жүҖиҝ°ж–№жі•зҡ„зӣ®зҡ„жҳҜеңЁжөӢе®ҡе–·е°„жё…зҗҶй’ўеә•жқҗдёҠжјҶиҶңеҺҡеәҰж—¶е°Ҷз»“жһңзҡ„еҸҜеҸҳжҖ§йҷҚиҮіжңҖдҪҺпјҢдҝқжҢҒж“ҚдҪңзҡ„дёҖиҮҙжҖ§гҖӮеңЁз”ЁиҜұеҜјзЈҒжҖ§жөӢиҜ•д»ӘжөӢе®ҡзІ—зіҷиЎЁйқўдёҠзҡ„жјҶиҶңеҺҡеәҰж—¶пјҢжң¬ж–№жі•иҰҒжұӮд»ӘеҷЁеҝ…йЎ»йў„е…ҲеңЁе…үж»‘й’ўиЎЁйқўдёҠи°ғйӣ¶гҖҒь/p>
жң¬ж–№жі•д»ҺдҪҚдәҺзІ—зіҷеә•жқҗиЎЁйқўзҡ„еі°е’Ңи°·д№Ӣй—ҙзҡ„иҷҡжӢҹе№ійқўеӨ„жөӢйҮҸжјҶиҶңеҺҡеәҰпјҢиҷҡжӢҹе№ійқўйҖҡеёёеңЁеі°дёӢйқў25ОјmеӨ„[еҚізәҰдёәе–·е°„жё…зҗҶиЎЁйқўзІ—зіҷеәҰзҡ„дёҖеҚ?е–·е°„жё…зҗҶиЎЁйқўзІ—зіҷеәҰз”Ёд»Һеә•йғЁеҲ°еі°йЎ¶зҡ„й«ҳеәҰжқҘиЎЁзӨә)]пј иЎЁйқўеӨ„зҗҶжҲҗISO 8503-1дёӯ规е®ҡзҡ„иЎЁйқўиҪ®е»“зӯүзә§дёәвҖңз»ҶвҖқзҡ„иЎЁйқўдҫӢеӨ–гҖҒь/p>
жң¬ж–№жі•жҸҸиҝ°дәҶе–·е°„жё…зҗҶй’ўеә•жқҗдёҠе№Іж¶ӮеұӮеҺҡеәҰжңүд»ЈиЎЁжҖ§зҡ„еҸӮж•°жөӢе®ҡгҖӮдёәдҪҝз»“жһңжңүж„Ҹд№үпјҢз”Ёж ҮеҮҶж–№жі•жөӢеҲ°зҡ„е®һйҷ…жјҶиҶңеҺҡеәҰеә”дёҚдҪҺдә?5ОјmпјҢжңҖеҘҪеӨ§дә?0ОјmгҖҒь/p>
ISO 19840дёӯжҸҸиҝ°дәҶжөӢе®ҡзІ—зіҷиЎЁйқўдёҠж¶ӮеұӮеҺҡеәҰзҡ„е…¶д»–ж–№жі•гҖҒь/p>
7.2 д»ӘеҷЁе’Ңжқҗж–ҳь/strong>
7.2.1 жјҶиҶңеҺҡеәҰжөӢиҜ•д»ӘпјҢжҳҜиҜұеҜјжҖ§зұ»еһӢзҡ„пјҢеңЁж–№жі•7CдёӯдҪҝз”?и§?.5.7)гҖҒь/strong>
жіЁпјҡй…ҚжңүиғҪи®Ўз®—жөӢе®ҡеҖје№іеқҮж ҮеҮҶеҒҸе·®е’Ңе…¶д»–з»ҹи®ЎеҸӮж•°е·Ҙе…·зҡ„и®ҫеӨҮеә”и°Ёж…ҺдҪҝз”ЁпјҢ并且е»әи®®еә”з”ұеңЁз»ҹи®ЎжҠҖжңҜж–№йқўз»ҸиҝҮеҹ№и®ӯзҡ„дәәе‘ҳдҪҝз”ЁгҖҒь/p>
7.2.2 ж ЎйӘҢи–„зүҮжҳҜз®”еһӢзҡ„пјҢжңү规е®ҡзҡ„еҺҡеәҰеҖ?еҸҜжәҜжәҗиҮіеӣҪ家и®ӨеҸҜзҡ„ж ҮеҮ?пјҢе…¶еҺҡеәҰдёҺйў„жңҹзҡ„жјҶиҶңеҺҡеәҰжҺҘиҝ‘гҖҒь/strong>
жіЁпјҡе…Ғи®ёдҪҝз”ЁжңӘжЈҖе®ҡзҡ„и–„зүҮпјҢеҸӘиҰҒеңЁзҺ°еңәиҝӣиЎҢж ЎйӘҢгҖҒь/p>
7.2.3 е…үж»‘й’ўжқҝпјҢжІЎжңүжүҺеҲ¶й“Ғйіһе’Ңй”ҲпјҢзЈҒжҖ§е’Ңж¶ӮжјҶй’ўжқҝзӣёдјјпјҢеҺҡеәҰиҮіе°‘дёә1.2mmпјҢз”ЁдәҺзҺ°еңәж ЎйӘҢд»ӘеҷЁгҖҒь/strong>
7.3 жӯҘйӘӨ
7.3.1 ж ЎйӘҢ
еҰӮжһңйңҖиҰҒпјҢеңЁдҪҝз”ЁеүҚжҢүз”ҹдә§е•ҶиҜҙжҳҺж ЎйӘҢ并и°ғж•ҙд»ӘеҷЁгҖӮеҜ№й’ўжқҝз”Ёе…үж»‘й’ўжқҝж ЎйӘҢпјҢе…үж»‘й’ўжқҝеңЁдҪҝз”ЁеүҚ400еҸ·з ӮзәёжҠӣе…үд»ҘйҷӨеҺ»жүҖжңүй”ҲиҡҖзү©гҖӮж ЎйӘҢи–„зүҮзҪ®дәҺжҺўеӨҙе…үж»‘й’ўжқҝд№Ӣй—ҙпјҢз”ЁеҺҡеәҰй«ҳдәҺе’ҢдҪҺдәҺйў„жңҹжјҶиҶңеҺҡеәҰзҡ„и–„зүҮж ЎйӘҢгҖҒь/p>
7.3.2 жөӢйҮҸ
жҢүд»ӘеҷЁз”ҹдә§е•ҶиҜҙжҳҺз”ЁжөӢйҮҸе…үж»‘й’ўжқҝдёҠе№Іж¶ӮеұӮзҡ„ж–№жі•жөӢйҮҸзІ—зіҷиЎЁйқўдёҠзҡ„е№Іж¶ӮеұӮеҺҡеәҰгҖӮиҜ»ж•°ж¬Ўж•°и§Ғ7.3.3.
7.3.3 иҜ»ж•°ж¬Ўж•°
еҜ№жҜҸдёӘжөӢиҜ•еҢәеҹҹпјҢе»әи®®иҮіе°‘еҸ–еқҮеҢҖеҲҶеёғзҡ„дёүдёӘиҜ»ж•°гҖҒь/p>
жҢҮеҜјжҖ§е»әи®®пјҡеҜ№е№іжқҝпјҢжҜҸе№іж–№зұіиҮіе°‘еҸ–дёӨдёӘжөӢиҜ•еҢәеҹҹпјӣеҜ№жўҒи…№пјҢжҜҸзұій•ҝеәҰеҸ–еӣӣдёӘжөӢиҜ•еҢәеҹҹпјӣеҜ№еҮёзјҳпјҢжҜ зұій•ҝеәҰеҸ–дёӨдёӘжөӢиҜ•еҢәеҹҹпјӣеҜ№з®ЎйҒ“пјҢжҜҸзұій•ҝеәҰеҸ–дёӨдёӘжҲ–еӨҡдёӘжөӢиҜ•еҢәеҹ?еҸ–еҶідәҺз®ЎйҒ“зӣҙеҫ?гҖҒь/p>
еҜ№иҝ‘жө·жҲ–е…¶д»–жө·дёҠе·Ҙ件пјҢйҖҡеёёе»әи®®еҸ–жӣҙеӨҡзҡ„иҜ»ж•°гҖҒь/p>
8 иҜ•йӘҢжҠҘе‘Ҡ
иҜ•йӘҢжҠҘе‘Ҡеә”еҢ…еҗ«д»ҘдёӢдҝЎжҒҜпјҡ
a)з”ЁдәҺиҜҶеҲ«еҫ…жөӢдә§е“Ғзҡ„жүҖжңүеҝ…йңҖдҝЎжҒҜ(з”ҹдә§е•ҶгҖҒдә§е“ҒеҗҚз§°гҖҒжү№еҸ·зӯү)пјҡь/p>
b)жіЁжҳҺжң¬ж ҮеҮҶзј–еҸ?GB/T 13452.2)пјҡь/p>
c)жүҖз”Ёж–№жі•е’Ңд»ӘеҷЁпјҡь/p>
d)иҜ•йӘҢз»“жһңпјҢеҢ…жӢ¬жҜҸж¬ЎжөӢе®ҡзҡ„з»“жһңеҸҠе…¶е№іеқҮеҖјпјӣ
e)дёҺ规е®ҡзҡ„жөӢиҜ•жӯҘйӘӨзҡ„д»»дҪ•е·®ејӮпјӣ
f)иҜ•йӘҢж—¶еҸ‘зҺ°зҡ„д»»дҪ•ејӮеёёзҺ°иұЎпјҡь/p>
g)иҜ•йӘҢж—ҘжңҹгҖҒь/p>
еҰӮжһңйңҖиҰҒпјҢиҜ•йӘҢжҠҘе‘ҠиҝҳеҸҜеҢ…еҗ«дёӢеҲ—дҝЎжҒҜпјҷь/p>
h)еә•жқҗзҡ„иҜҰз»Ҷжғ…еҶ?жқҗж–ҷгҖҒеҺҡеәҰеҸҠйў„еӨ„зҗ?пјҡь/p>
i)з”ЁжқҘж¶Ӯж•·еә•жқҗзҡ„ж–№жі•пјҢжҳҜеҚ•дёҖж¶ӮеұӮиҝҳжҳҜеӨҡж¶ӮеұӮдҪ“зі»пјӣ
j)ж¶ӮеұӮе№ІзҮҘ/еӣәеҢ–(еҢ…жӢ¬зғҳзғӨ)зҡ„ж—¶й—ҙе’ҢжқЎд»¶пјҢеҰӮйңҖиҰҒпјҢеңЁжҠҘе‘ҠдёӯиҝҳеҸҜи®°еҪ•еҺҡеәҰжөӢйҮҸеүҚиҝӣиЎҢзҡ„д»»дҪ• йҷҲеҢ–жғ…еҶөпјҡь/p>
k)зӣёе…іиЎЁйқўеҢәеҹҹгҖҒжөӢиҜ•еҢәеҹҹеҸҠжҜҸдёӘжөӢиҜ•еҢәеҹҹиҝӣиЎҢжөӢйҮҸзҡ„ж¬Ўж•°пјӣ
l)е№іеқҮжјҶиҶңеҺҡеәҰеҸҠе…¶ж ҮеҮҶеҒҸе·®гҖҒеұҖйғЁжјҶиҶңеҺҡеәҰеҸҠе…¶ж ҮеҮҶеҒҸе·®гҖҒеұҖйғЁжјҶиҶңеҺҡеәҰзҡ„жңҖе°ҸеҖје’ҢжңҖеӨ§еҖјгҖҒь/p>
йҷ„еҪ•Aпј?з•?
 m.cnreagent.com
m.cnreagent.com



















